Есть у меня небольшая мастерская где в свободное от работы время изготавливаю всякие поделки.
В этом случае знакомая заказала шкатулку для праха своего питомца по имени Зорро. Так как я уже делал коробочки в этом стиле - эта не составила особого труда, хоть и заняла пару дней.
Материалы
За основу взял дерево венге, оно имеет интересную фактуру и высокую плотность. А верхнюю панель решил заламинировать более дорогим шпоном из капа чёрного ореха.
Клиентка хотела чтобы на крышке был инициал Z. Его нарисовал совместив Z и знак бесконечности, далее сделал из обрезков и отправил на одобрение, только потом режем (лазером) ценный шпон. Параллельно делаем пазы для панелек и угловые соединения на каркасе.
Ламинируем панели до сборки
Склеиваем в форме под 90°
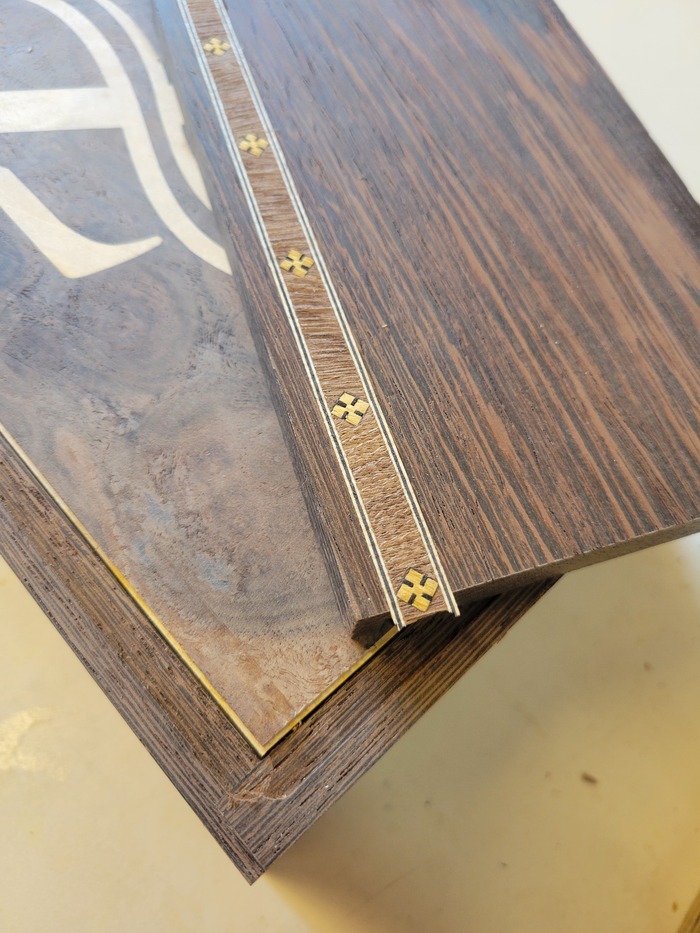
Ленточка закрывает шов между панелью и стенками
Декоративные ленточки я покупаю готовыми, делать их самому - неблагодарная работа. Толщиной 0.8мм они заходят в паз 10х0.6мм и шлифуются заподлицо. Это пожалуй самый ответственный момент т.к. шпон всего 0.5мм в толщину и можно легко прошкурить насквозь.
После монтируем петли и магниты - этой шкатулке не нужен замок, так что делаем по простому.
Петли плюс магниты и на лакировку
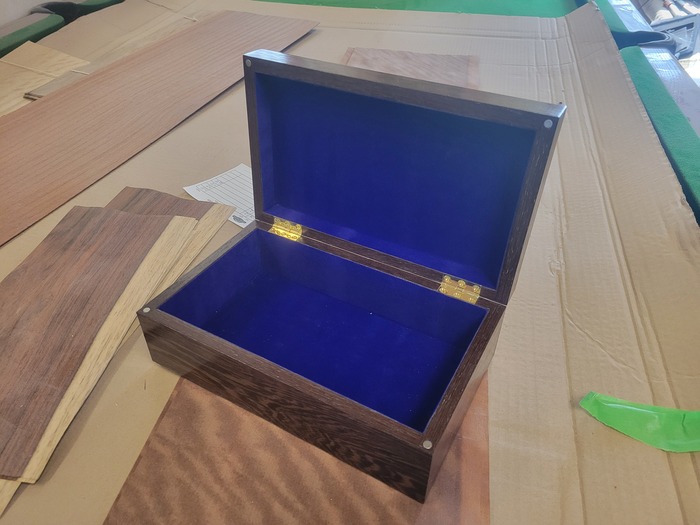
Обычно я использую свинную кожу для подкладки, но клиентка попросила что-нибудь подешевле, поэтому наклеил синтетический фетр. Внутри шкатулки будет лежать пакет, и открываться будет почти никогда, так что не заморачиваемся.
Лаком покрываем заранее чтобы не задеть фетр
Потом отполировал крышку до зеркального блеска, но боковины оставил более матовыми т.к. фокус сверху и венге имеет открытые поры которые плохо полируются без заполнителя.
В общем получилось как-то так:
1/5
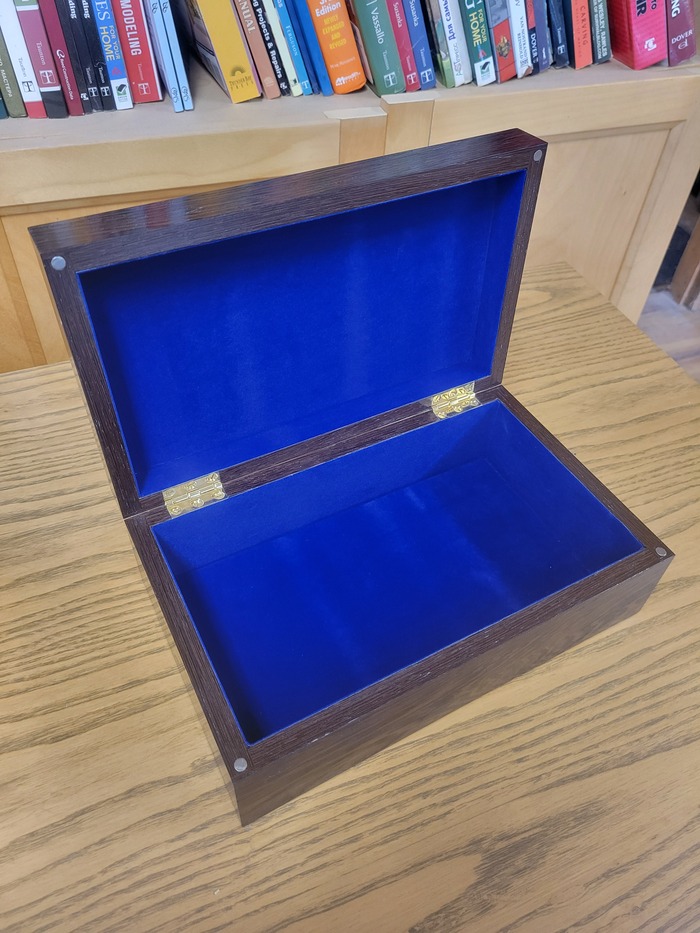
Готовая шкатулка
Если понравилось - ставьте плюс и Я опубликую ещё проектов по этой теме. Работа моя и тег "Моё".
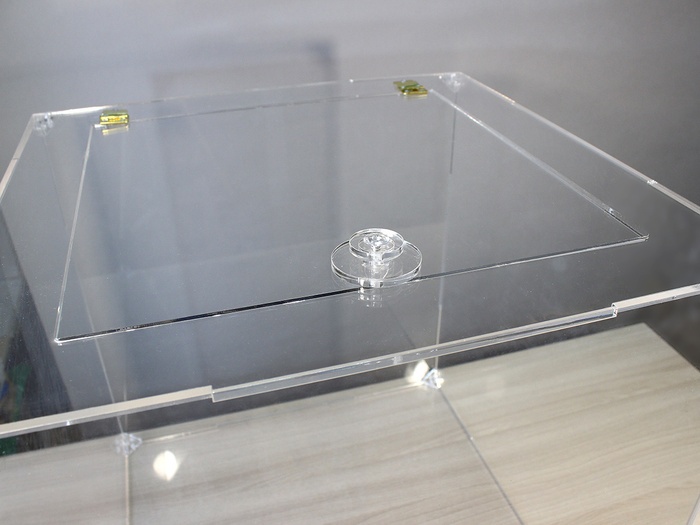
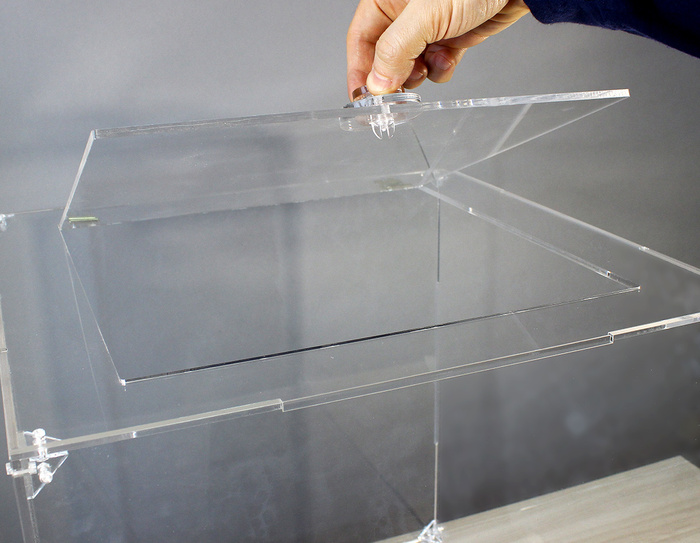
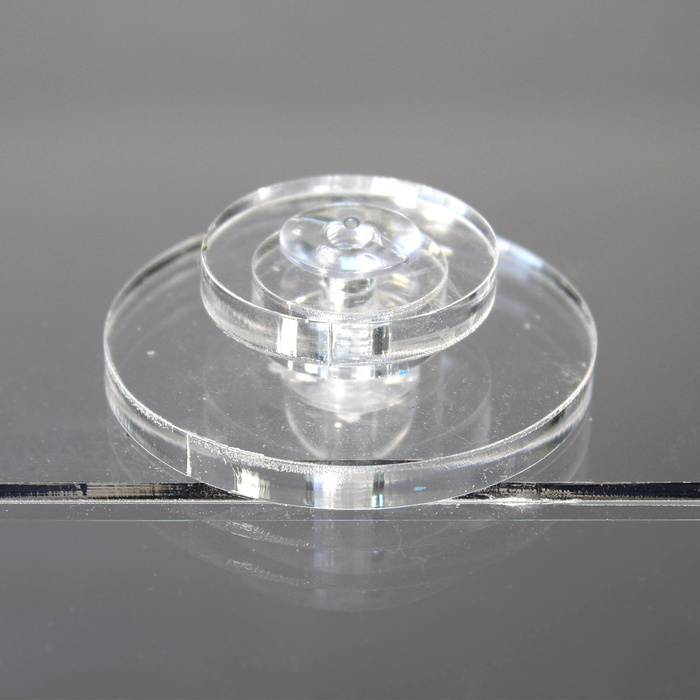
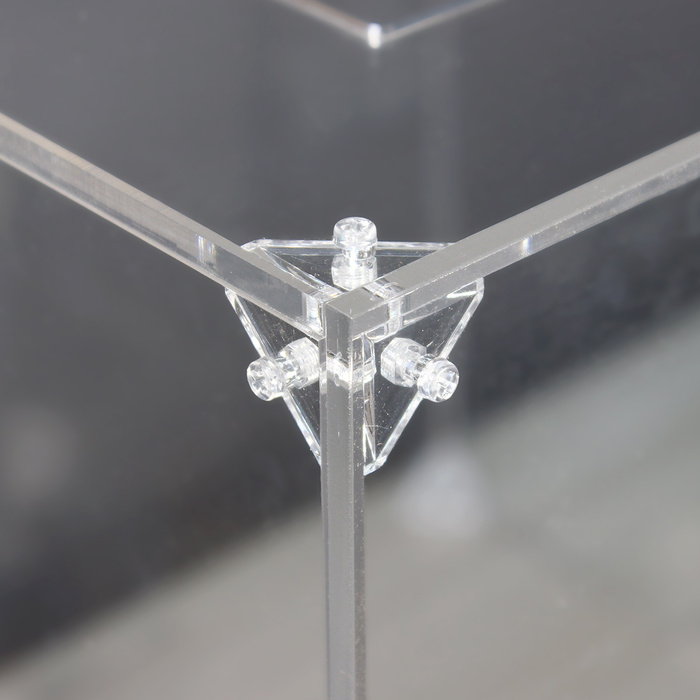
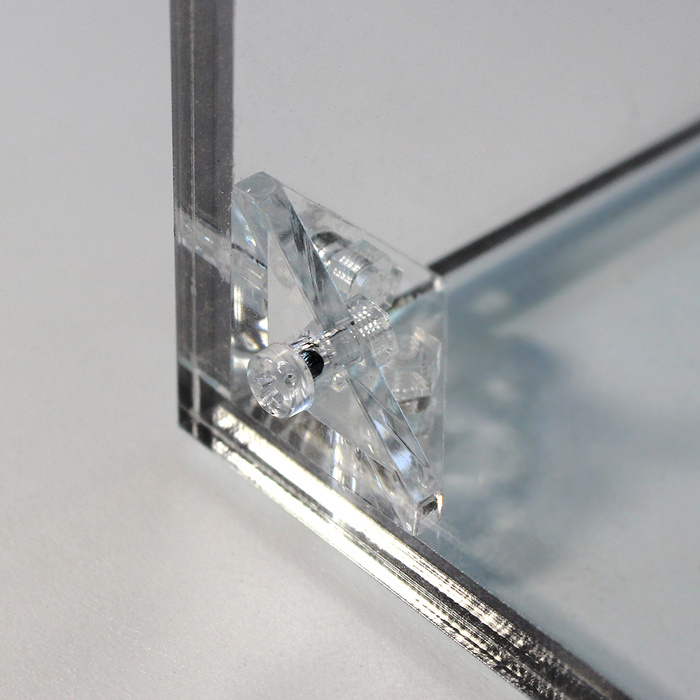
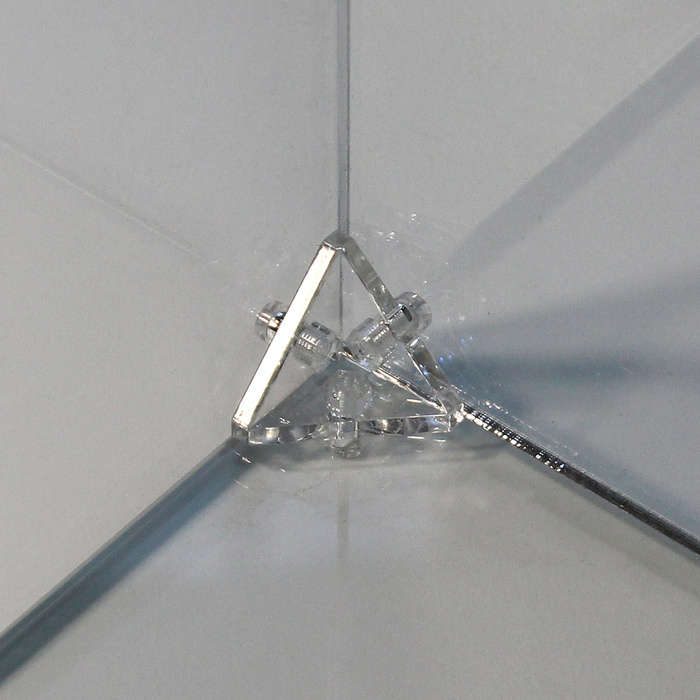
Сегодня сделали необычный куб из акрила. У заказчика было требование сделать его разборным. Впервые попробовали применить прозрачные крепежи (и угловые упоры, и винты, и гайки тоже прозрачные!). Единственное, петли остались металлическими.
Недавно я заинтересовался полигональными скульптурами и решил попробовать с нуля сделать нечто похожее. Для экспериментальной модели возиться со сваркой, метизами и шлифовкой не хотелось, поэтому я сделал эдакий конструктор себе на выходные, вырезанный на лазере из тонколистового металла. Для скрепления элементов я использовал метод скручивания так называемой лапки в пазу сопрягаемой детали, а для облегчения сгибов металла применил сквозную перфорацию в виде пунктирной линии. Таким образом, за один вечер, при помощи двух инструментов — пассатижей и длинногубцев — появился такой доберман высотой 45 сантиметров.
Сильно больше половины рабочего времени печатника может занимать банальное раскидывание макета по рабочему полю. К сожалению, для среднестатистического дизайнера эта задача может оказаться непосильной, потому что необходимо учесть множество чисто технических моментов. При чём учитывать необходимо, не сколько по чеклисту, а анализировать производственный процесс в целом.
Помните, что на большинстве производств технолог и препресс отсутствуют как класс? Так вот согласовывать печать и раскрой необходимый комплекс мероприятий. Потому, что наша цель не раскрой и не печать, а оптимальное время и качество изготовления конечного изделия.
Оптимальный путь
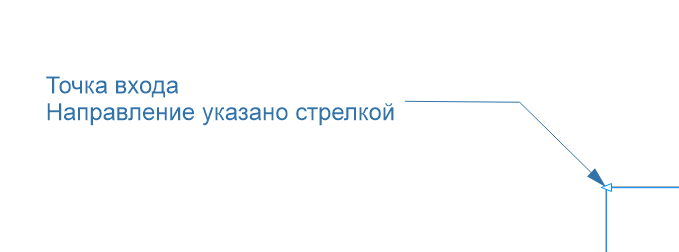
Раскидываем так, что бы режущий инструмент минимально использовал холостой ход. Учитываем, что у кривых есть начало и конец, а значит режущее оборудование, в большинстве случаев будет двигаться в заложенном направлении.
Точками входа и параметрами резки я чаще рулю уже непосредственно из LIghtBurn, просто потому, что мне так удобней. RDWorks или ещё какая софтина в комплекте с резаком это тоже обычно умеет сильно лучше чем CDR. Но, это только если софтина умеет.
Скрин из корела
В целом, управляющий софт, обычно приемлемо справляется с оптимизацией пути. Наша задача только поправлять его, когда он творит дичь или нам нужно оптимизировать программу под конкретные нужды:
Длинный тираж, с сотнями циклов программы. Когда 1 цикл занимает 45с, при экономии 10с на выполнение одного цикла нецелесообразно тратить на оптимизацию 15 минут. Когда циклов 250: 10*250/60 = 41,6 минут экономии в тираже. Это уже имеет смысл.
Безопасность. Когда мы режем на ламельном столе, при определённом размере изделия выпадают в бункер. Но существует категория форм и размеров, которые не падают, а встают на ребро. Что бы обезопасить себя от столкновения режущей головы с материалом, можно проложить её путь так, что бы она не пересекала завершённые участки.
Массив Дятлова
Бесячее явление, когда на кривой неоправданно большое скопление точек. Станок, как честная железяка пытается обработать каждую. В некоторых случаях воспринимает точку как смену направления и на каждой происходит разгон и торможение. Обычно это результат необработаной трассировки.
Общий рез
Если стыкануть прямоугольники, то реза будет не два, а один. Это очень полезная мысль если мы режем материалы не имеющие проблем с положением в пространстве.
Внутренние напряжения - в процессе резки, материалы типа фанеры или акрила вполне могут сдвинуться просто потому что захотелось. В таких случаях лучше делать отступы что бы лист банально не рассыпался.
Ламели/соты - мелкие детали на СО раскройщиках имеют свойство проваливаться вниз после резки. Это не проблема, если резка завершена.
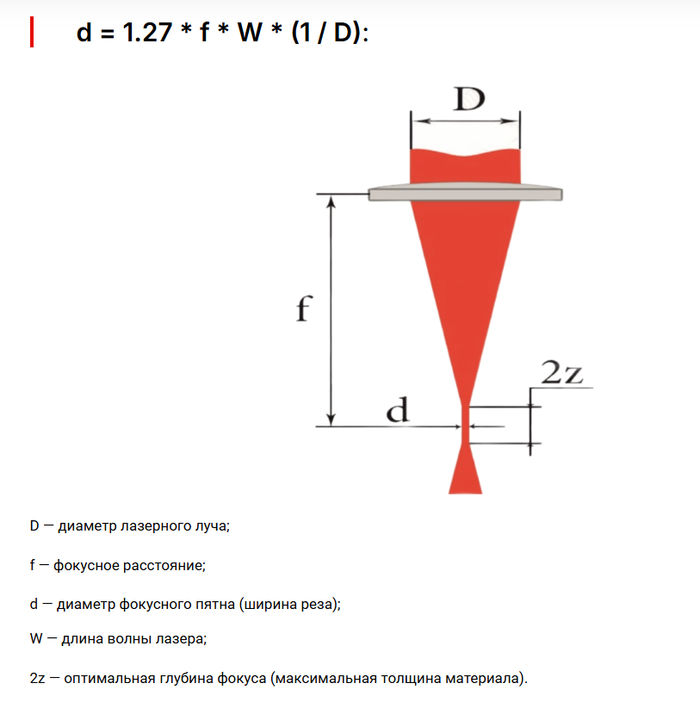
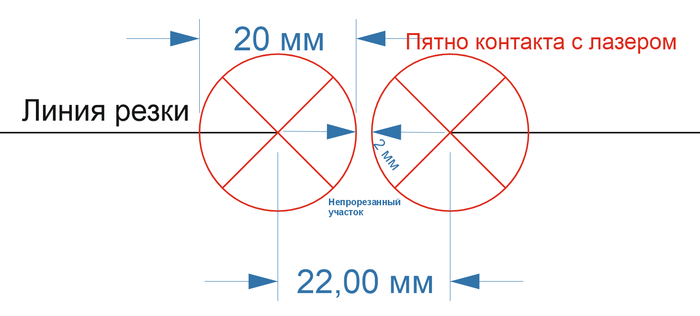
Вот только диаметр пятна контакта не есть ширина реза. И как считать диаметр гауссова пучка в контексте толщины реза не очень понятно. В реальности толщина реза зависит ещё и от плотности материала, его теплопроводности и способности отражать рабочий спектр лазера. Поэтому проще сделать тестовый прямоугольник, взять в руки старый добрый штандартенциркуль и просто померить разницу между отправленным и полученным.
Для акрила 4мм на линзе F63 у меня получается что то около 0,2мм. Но! На мелких деталях нужно держать в голове, что острые углы могут быть перегреты и оплавлены. Для других материалов, толщин, линз значения будут другие.
У флюгерных ножей, размером инструмента вроде бы можно пренебречь, но как всегда есть нюансы с мелкими детальками.
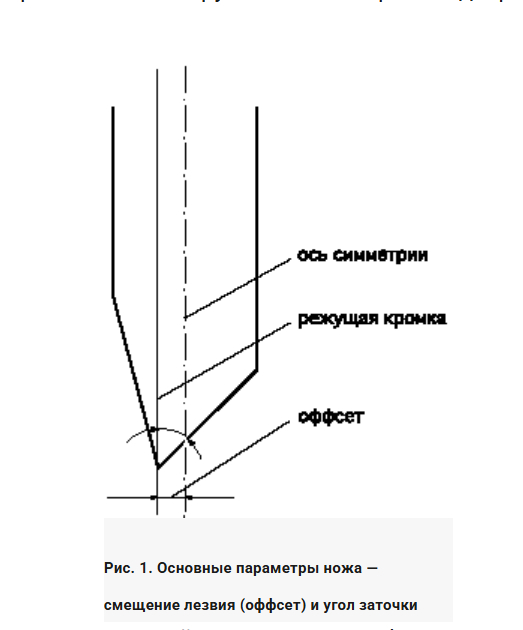
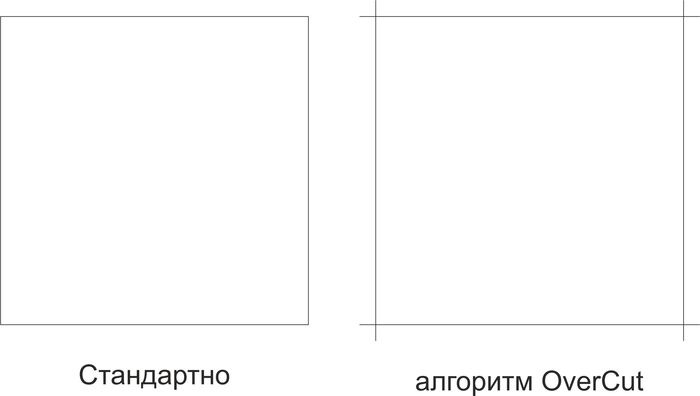
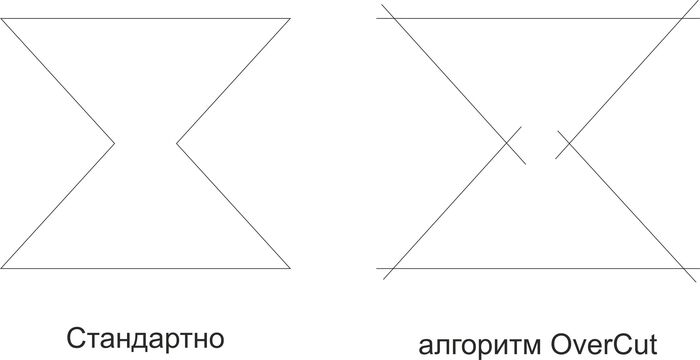
Флюгерный нож имеет такой параметр оффсет. Показано на картинке - рассояние от оси симметрии до кончика ножа. В зависимости от толщины материала, на резких поворотах может просто "зажевать" материал или просто не успеть провернуться. Да, есть технологии позволяющие минимизировать риски такого явления. К слову, на лазерах такая схема тоже работает, когда хочется минимизировать перегрев острых углов.
Рабочая схема, когда рез начинается раньше и заканчивается позже
Но нужно заметить, что на внутренних углах у автоматического алгоритма есть минус
Чутка не туда воюем
Оптимальное время выполнения заказа
Задача у нас не быстро порезать, а заказ отдать быстро и в нормальном состоянии. Поэтому смотрим к каким последствиям приводят наши оптимизации.
Гейское расстояние - явление потери связи с реальностью, когда совершенно невозможно попасть в заложенные допуски предполагаемым способом. Например:
Вот порезали вы на плёнке какие то стикеры. Разумеется накидали плотнячком на расстоянии допустим 1мм. Флюгерному ножу вообще всё равно. И вот офис несёт вам благую весть, что клиент хочет получить заказ в листах размера примерно А4, а не то что вы нафигачили рулон 20 погонных метров, рулона шириной 1,27м. Попадать в этот 1мм роликовым резаком или ножницами очень сомнительное развлечение.
Дизайнера который любил поля на минимальном расстоянии от границ листа, однажды нашли за парковкой с ледорубом в ....
На подрезку соблюдаем требования по допускам. Оставляем вылеты и не размещаем ничего в поле безопасности (1).
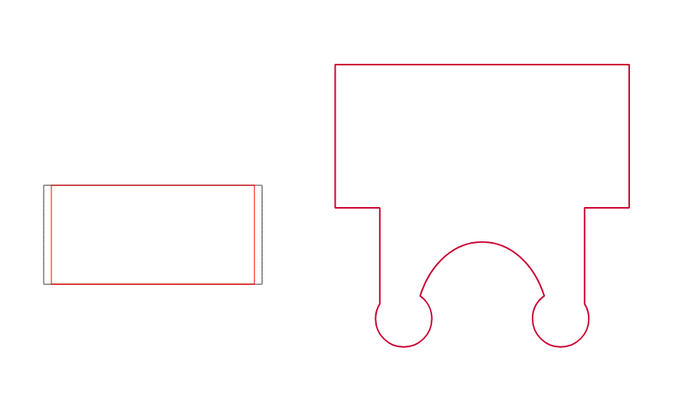
Галтель - скругление в точках напряжения материала с целью распределения нагрузки
Когда дело преисполнится акриловыми статуэтками, или другими конструкциями где надо вставлять одно в другое - защёлки будут полезны.
Перемычки
Так вот. Оставил самое интересно под конец. Помните эти конструкторы
Когда нужно печатать кучу мелочи способ незаменим. Находим оптимальный размер перемычки, что бы и ничего не вываливалось и сильно заметна на конечном изделии не была. И вот прямо в таком виде тащим на принтер. В том же виде и храним до употребления.
На всякий пожарный, добавил тег контент нейросетей. По сути, нейронка использовалась как инструмент (по старинке это бы делалось в 3д). Было много правок, фотошопа, монтаж и т д. Нейронки это классный инструмент, учусь с ними работать. Есть ещё косяки. Пытаюсь в продакшн, как это делают на студиях. Использовал Nano Banana + Grok. Следующий ролик буду анимировать в Qwen.
Немного похвастаюсь: на днях закончили и сдали партию необычных кубков по эскизам заказчика. Так и не понял, что они символизируют — то ли звезду, то ли подсолнух ))
Нужно было вписаться в ценник до 3.т.р., а сроки, как всегда "вчера"
По конструктиву
Основание — деревянный брус 50×50 мм: шлифовка, грунтовка, покраска в два слоя. Сама стелла — «бутерброд» из чёрного и золотого зеркального акрила. Шильд — АБС-пластик с гравировкой (отдельная гордость за наш отдел гравировки — в логотипах текст высотой менее 1 мм, и всё читаемо!).
P.S. В своем канале собираю и делюсь идеями, проектами, новыми технологиями, порой есть задачи, в которых можно поучаствовать советом и делом, приглашаю присоединиться!