Ответ на пост «Руки целовать этому мастеру»1
Тем временем во Владивостоке на зимнем фесте:




Показать полностью
3
Тем временем во Владивостоке на зимнем фесте:
Сильно больше половины рабочего времени печатника может занимать банальное раскидывание макета по рабочему полю. К сожалению, для среднестатистического дизайнера эта задача может оказаться непосильной, потому что необходимо учесть множество чисто технических моментов. При чём учитывать необходимо, не сколько по чеклисту, а анализировать производственный процесс в целом.
Помните, что на большинстве производств технолог и препресс отсутствуют как класс? Так вот согласовывать печать и раскрой необходимый комплекс мероприятий. Потому, что наша цель не раскрой и не печать, а оптимальное время и качество изготовления конечного изделия.
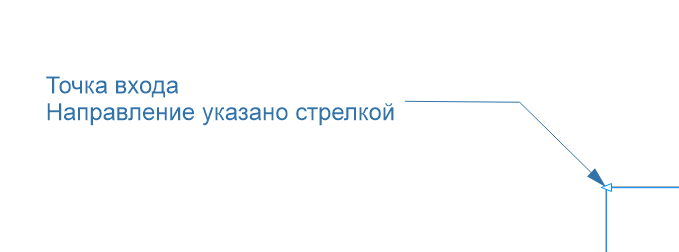
Раскидываем так, что бы режущий инструмент минимально использовал холостой ход. Учитываем, что у кривых есть начало и конец, а значит режущее оборудование, в большинстве случаев будет двигаться в заложенном направлении.
Точками входа и параметрами резки я чаще рулю уже непосредственно из LIghtBurn, просто потому, что мне так удобней. RDWorks или ещё какая софтина в комплекте с резаком это тоже обычно умеет сильно лучше чем CDR. Но, это только если софтина умеет.
Скрин из корела
В целом, управляющий софт, обычно приемлемо справляется с оптимизацией пути. Наша задача только поправлять его, когда он творит дичь или нам нужно оптимизировать программу под конкретные нужды:
Длинный тираж, с сотнями циклов программы. Когда 1 цикл занимает 45с, при экономии 10с на выполнение одного цикла нецелесообразно тратить на оптимизацию 15 минут. Когда циклов 250: 10*250/60 = 41,6 минут экономии в тираже. Это уже имеет смысл.
Безопасность. Когда мы режем на ламельном столе, при определённом размере изделия выпадают в бункер. Но существует категория форм и размеров, которые не падают, а встают на ребро. Что бы обезопасить себя от столкновения режущей головы с материалом, можно проложить её путь так, что бы она не пересекала завершённые участки.
Бесячее явление, когда на кривой неоправданно большое скопление точек. Станок, как честная железяка пытается обработать каждую. В некоторых случаях воспринимает точку как смену направления и на каждой происходит разгон и торможение. Обычно это результат необработаной трассировки.

Если стыкануть прямоугольники, то реза будет не два, а один. Это очень полезная мысль если мы режем материалы не имеющие проблем с положением в пространстве.
Внутренние напряжения - в процессе резки, материалы типа фанеры или акрила вполне могут сдвинуться просто потому что захотелось. В таких случаях лучше делать отступы что бы лист банально не рассыпался.
Ламели/соты - мелкие детали на СО раскройщиках имеют свойство проваливаться вниз после резки. Это не проблема, если резка завершена.
Любой инструмент будь то фреза, лазерный луч или даже нож имеет физический, вполне измеряемый размер. Из этого факта следует два вывода
Неплохо бы задаться вопросом, как управляющая программа компенсирует размер инструмента
Инструмент пролазит не во все труднодоступные места
В случае с фрезерами диаметр, обычно на самой фрезе написан.
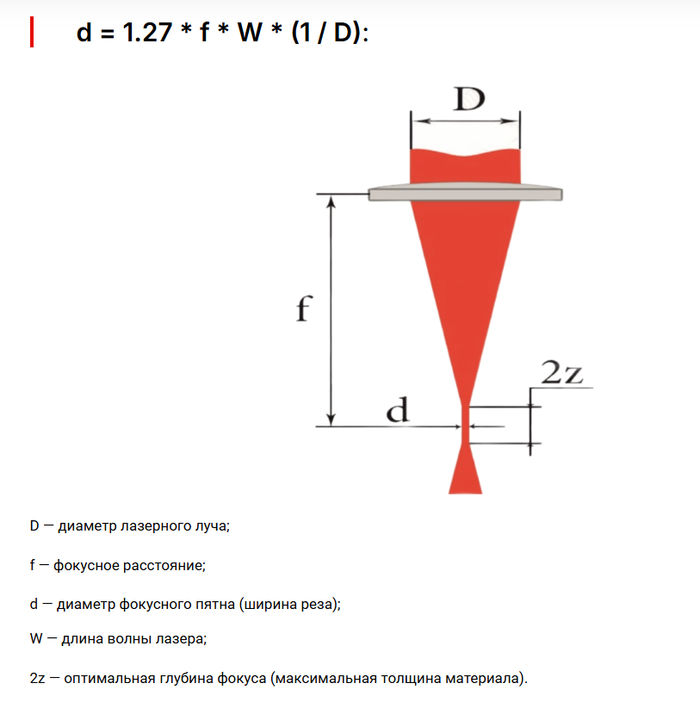
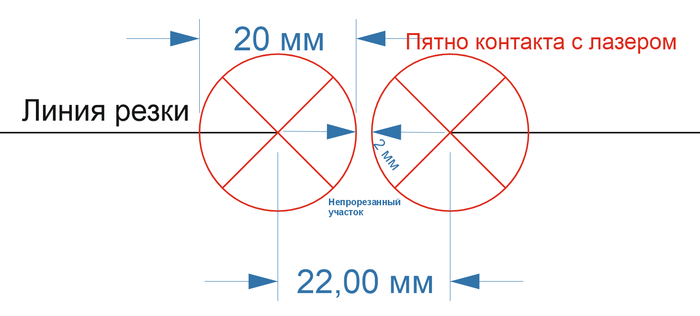
У лазеров, казалось бы, есть целая формула расчёта диаметра пятна в зоне контакта с материалом.
Допустим 1.27 * F63 * 0,01мм(10,6мкм) * (1/25мм) = 0,03
Вот только диаметр пятна контакта не есть ширина реза. И как считать диаметр гауссова пучка в контексте толщины реза не очень понятно. В реальности толщина реза зависит ещё и от плотности материала, его теплопроводности и способности отражать рабочий спектр лазера. Поэтому проще сделать тестовый прямоугольник, взять в руки старый добрый штандартенциркуль и просто померить разницу между отправленным и полученным.
Для акрила 4мм на линзе F63 у меня получается что то около 0,2мм. Но! На мелких деталях нужно держать в голове, что острые углы могут быть перегреты и оплавлены. Для других материалов, толщин, линз значения будут другие.
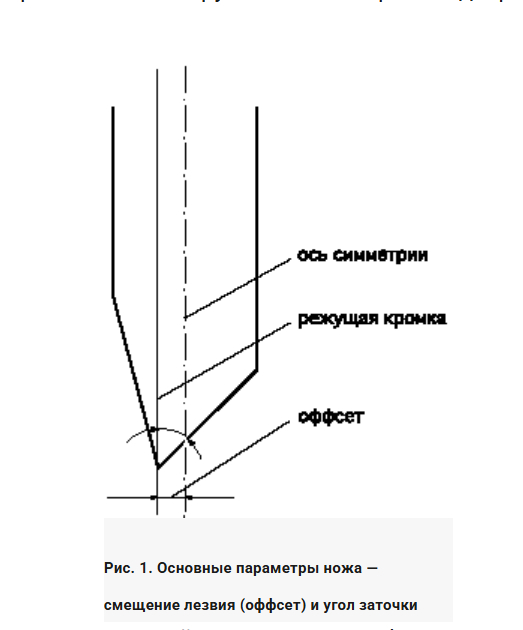
У флюгерных ножей, размером инструмента вроде бы можно пренебречь, но как всегда есть нюансы с мелкими детальками.
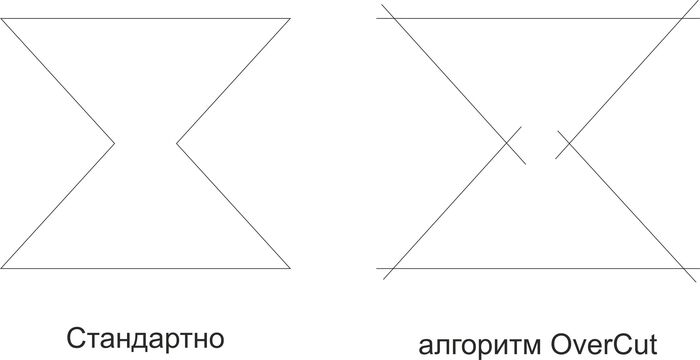
Флюгерный нож имеет такой параметр оффсет. Показано на картинке - рассояние от оси симметрии до кончика ножа. В зависимости от толщины материала, на резких поворотах может просто "зажевать" материал или просто не успеть провернуться. Да, есть технологии позволяющие минимизировать риски такого явления. К слову, на лазерах такая схема тоже работает, когда хочется минимизировать перегрев острых углов.
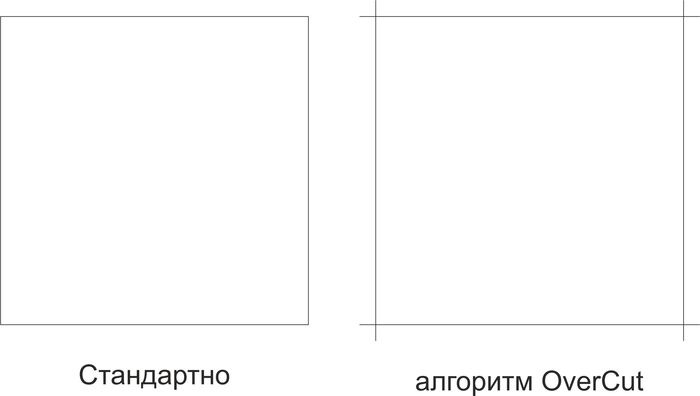
Рабочая схема, когда рез начинается раньше и заканчивается позже
Но нужно заметить, что на внутренних углах у автоматического алгоритма есть минус
Чутка не туда воюем
Задача у нас не быстро порезать, а заказ отдать быстро и в нормальном состоянии. Поэтому смотрим к каким последствиям приводят наши оптимизации.
Гейское расстояние - явление потери связи с реальностью, когда совершенно невозможно попасть в заложенные допуски предполагаемым способом. Например:
Вот порезали вы на плёнке какие то стикеры. Разумеется накидали плотнячком на расстоянии допустим 1мм. Флюгерному ножу вообще всё равно. И вот офис несёт вам благую весть, что клиент хочет получить заказ в листах размера примерно А4, а не то что вы нафигачили рулон 20 погонных метров, рулона шириной 1,27м. Попадать в этот 1мм роликовым резаком или ножницами очень сомнительное развлечение.
Дизайнера который любил поля на минимальном расстоянии от границ листа, однажды нашли за парковкой с ледорубом в ....
На подрезку соблюдаем требования по допускам. Оставляем вылеты и не размещаем ничего в поле безопасности (1).
Галтель - скругление в точках напряжения материала с целью распределения нагрузки
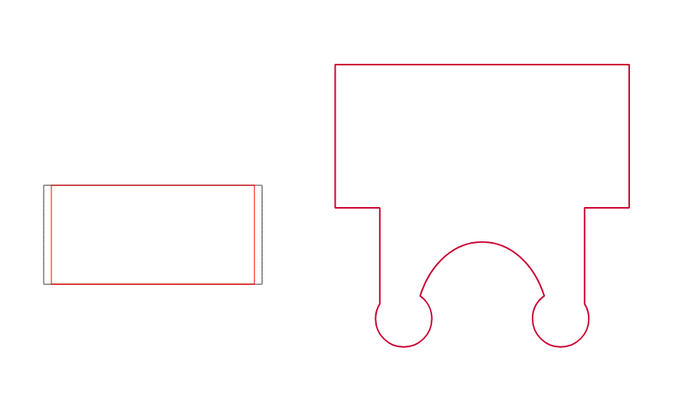
Когда дело преисполнится акриловыми статуэтками, или другими конструкциями где надо вставлять одно в другое - защёлки будут полезны.
Так вот. Оставил самое интересно под конец. Помните эти конструкторы
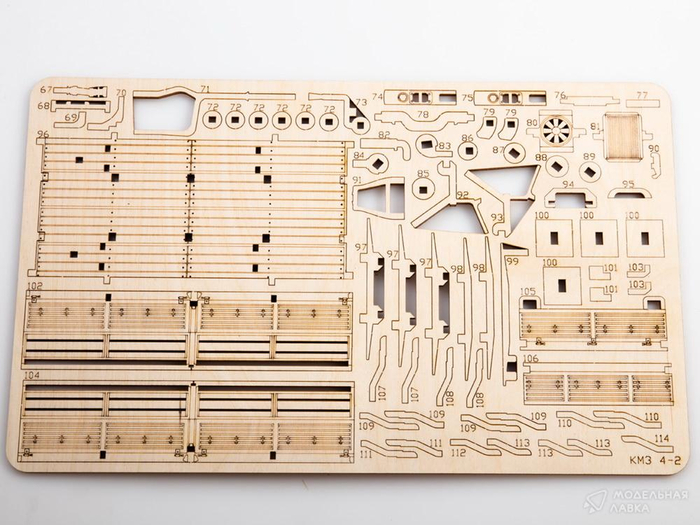
Когда нужно печатать кучу мелочи способ незаменим. Находим оптимальный размер перемычки, что бы и ничего не вываливалось и сильно заметна на конечном изделии не была. И вот прямо в таком виде тащим на принтер. В том же виде и храним до употребления.
Внатуре же ну
Привет, Пикабу! Около месяца назад я выкладывал здесь пост про свое первое приложение «СловаНет», которое помогало школьникам и студентам учить определения и стихи методом интервального скрытия. Фидбек был разным, но главное я понял, что такие простые инструменты нужны.
Тогда я бросил себе вызов: написать 50 практичных и применимых в жизни микро-сервисов. И если первый проект был про «гуманитарную» боль то второй про реальную экономию бюджета в магазине стройматериалов (и не только 😁).
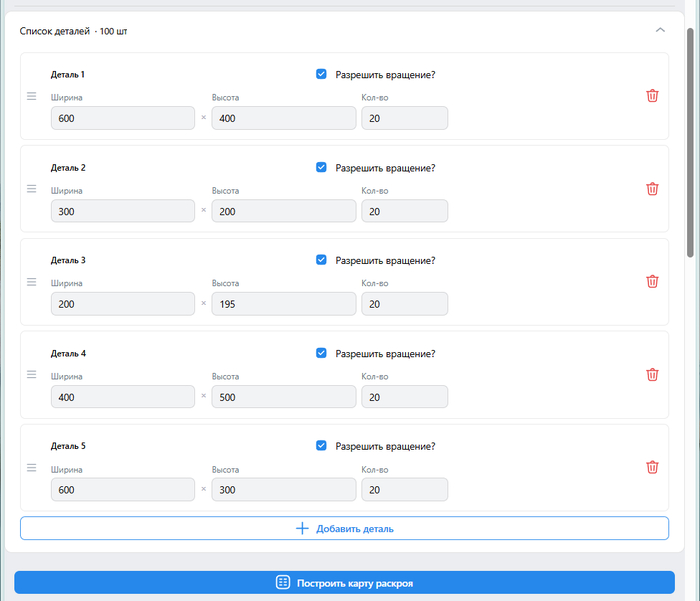
Кто хоть раз собирал стеллаж на балкон или планировал кухню своими руками, знает эту боль. У тебя есть стандартный лист ЛДСП или фанеры (например, 2440x1220) и список из 10-15 деталей.
Основной функционал программы
Как их разместить, чтобы всё влезло?
Обычно это превращается в мучительный сеанс игры в Тетрис на огрызке обоев. Ошибся в расчетах на 5 мм - и всё, деталь не лезет, нужно ехать за новым целым листом. А обрезки превращаются в гору бесполезной «лапши».
Я решил, что "хватит это терпеть", и сделал «В Размере» - калькулятор оптимального раскроя.
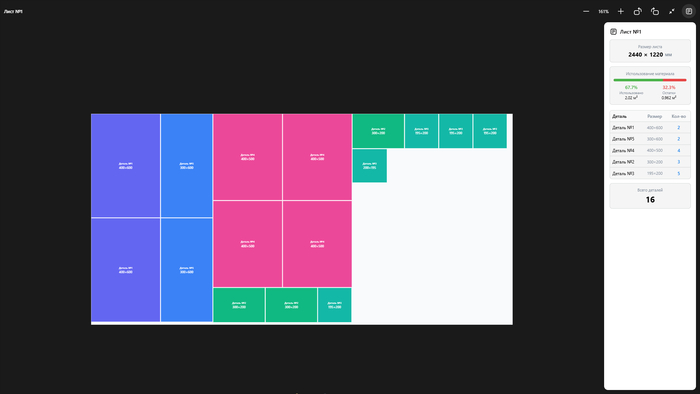
Я реализовал алгоритм «гильотинного» раскроя. Программа считает так, чтобы все резы шли от края до края.
Учитывает ширину пила (керф): на 10 деталях стандартные «3 мм на каждый рез» реально могут съесть заметный кусок материала, и это учитывается в расчёте.
Авто-поворот: алгоритм сам крутит детали (если вы это разрешили), чтобы плотнее забить лист.
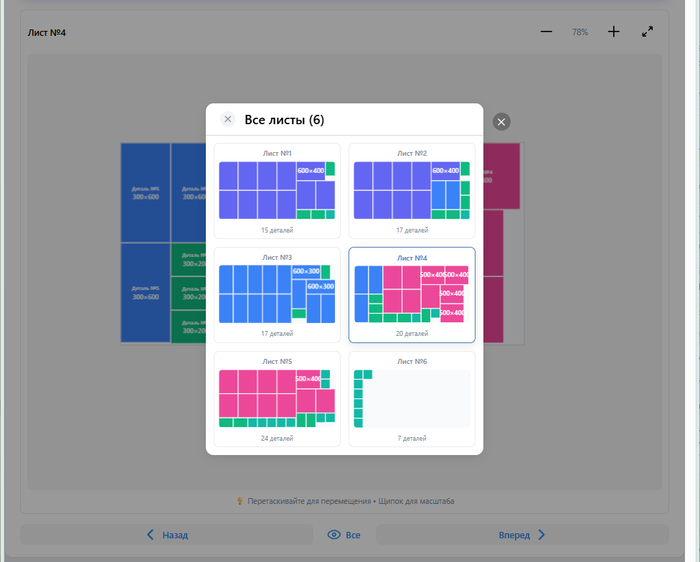
Размещение на нескольких листах: Если деталей слишком много, программа сама распределит их на 2, 3 или 10 листов.
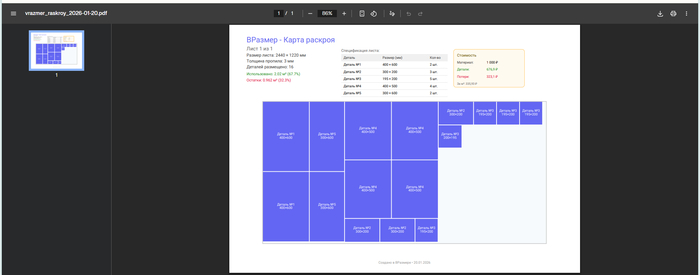
Экспорт в PDF: Прямо из приложения можно сохранить схему. Распечатал - и пошел к верстаку, не тыкая в телефон грязными руками. К сожалению в виду ограничения платформы удалось реализовать только в десктоп версии.
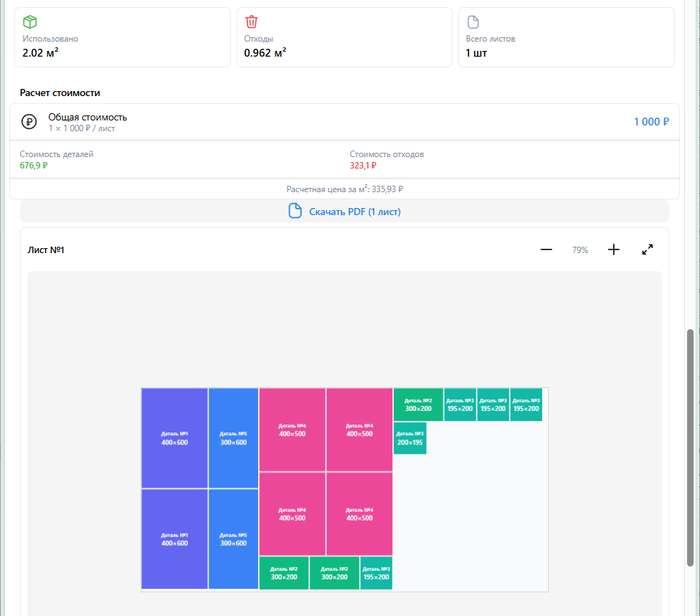
Считаем деньги: Ввел стоимость листа - получил итоговый ценник за весь проект. Помогает прикинуть бюджет прямо в Леруа/Петровичe.
Я делаю этот цикл из 50 программ именно для того, чтобы они приносили пользу. Поэтому мне крайне важна критика тех, кто реально работает руками.
Вопросы к залу:
Стоит ли забивать базу стандартных размеров (ГКЛ, фанера, ЛДСП), чтобы не вводить их каждый раз вручную?
Вопрос знатокам, какие еще алгоритмы раскроя можно внедрить, чтобы было удобнее пользоваться?
Каких еще функций вам не хватает в подобных калькуляторах?
Приложение называется «ВРазмере»
Жду ваших тапок, советов по UI и идей для следующих сервисов!
P.S. да, нейминг спорный, но я из того поколения, которое пыталось у Дурова вернуть стену, мне можно 😁😁😁😁
P. P. S. Приложение написано на основе моих субъективных взглядов и опыта. Очень не хочу огребать сильно тапками) Прошу критики, но не сильно токсичной 😅
Попробовал раскроить кожу лазером, результат порадовал, ровные края и углы, а самое главное минимум усилий. Из минусов, обугленные края, но сажа легко смывается водой.
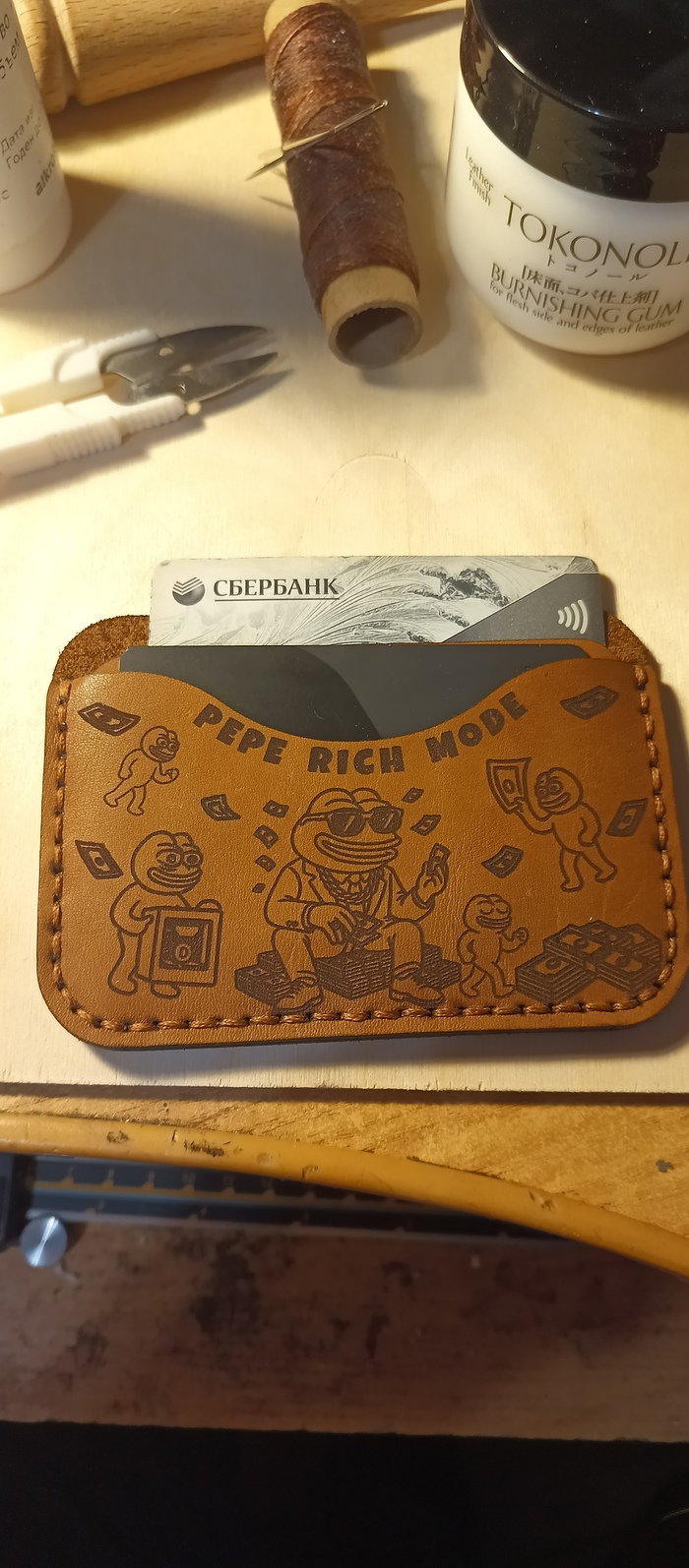
Когда сын увидел это, взоржал в голосину и назвал меня пакет-мэном😄😅
1. На предприятии два цеха – раскройный и швейный, кабинет начальника, кабинет главного инженера, комната дизайнера, комната мастеров по обслуживанию оборудования, склад тканей, склад готовой продукции.
2. Процесс пошива спецодежды начинается с дизайнера. Создание выкроек деталей, компоновка и расположение деталей в программе, вывод на плоттер в натуральную величину выкройки с изображением деталей.
3. После этого выкройка попадает в раскройный цех.
4. В раскройном цехе есть два раскройных стола. Размер каждого 2,2 метра на 6 метров. Один стол предназначен для ручного настила тканей, другой для механизированного настила. При ручном настилании один разматывает ткань, другой тянет по столу и укладывает, после этого нож на отрезной линейке обрезает ткань.
При автоматизированном настилании в идеале в настилочную машину сверху ставится картонный вал с намотанным рулоном ткани, тогда всё происходит быстро. Но такие ткани дороги, поэтому снабженцы закупают ткани, просто смотанные в мягкий рулон, у которого приходится отыскивать центр, чтобы насадить его на штангу хоть для какого-то вращения. Настилочную машину необходимо катать вручную, после укладки слоя ткани отрезной нож обрезает её.
5. В настиле обычной ткани может быть разное количество слоёв, от 15 до 120. Высота настила из 120 слоёв обычной ткани примерно 7 сантиметров. Если нужно резать ватин (утеплитель) или сукно, то обычно укладывают 20-25 слоёв.
6. Раскройный цех – пыльный цех, при раскрое ткани в воздухе постоянно висит взвесь микрочастиц, поэтому весь день в цехе слышен гул мощной вытяжной вентиляции. При раскрое ватина или сукна весь цех усеивается частицами ваты и шерсти, что вызывает кашель и чихание. Есть респираторы, но работать в них невозможно.
6. При раскрое ткани всегда есть выпады, из которых потом режут рукавицы.
7. Однако самое интересное – собственно раскрой. Раскройное оборудование – два отдельно стоящих ленточных ножа с прямой и обратной подачей кроя и передвижные настольные ножи на раскройных столах. Режущее оборудование является чрезвычайно высокоскоростным, поэтому при раскрое концентрация внимания должна быть максимальной. В принципе, в качестве меры безопасности есть кольчужные перчатки, но тут как с респираторами.
8. Режущие ленты и лезвия необходимо в процессе раскроя постоянно затачивать.
9. Во время смены у раскройщика есть несколько минут посидеть между настилами, есть два регламентированных пятнадцатиминутных перерыва, обеденное время.
10. Необходимо вести учёт поступившей ткани и под отчёт сдавать остатки рулонов на склад.
11. Раскроенную спецодежду раскладывают строго для дальнейшей нумерации каждой детали, чтобы при сборке на швейной линии все детали были из одного и того же слоя ткани, так как даже в одном рулоне ткани может быть разная цветность.
12. Брак недопустим, так как перекроить несколько десятков деталей практически невозможно. В зависимости от модели рабочего костюма в нём может быть от 20 до 40 деталей.
13. После нумерации деталей каждый настил ткани на персональной тележке с документами отвозят в швейный цех для запуска в швейный поток.
1997 год.