Челябинск , организация по производству и упаковке каких-то бадов (пакуют в вакуум). Машина по упаковке, вроде не большой линии разбитой на участки. Прогорел нож, рубки полиэтилена.
При первичном осмотре ножа выявлены очаги разрушения поверхностного тефлонового слоя, и далее за ним разрушение тела металла. Визуально отклонение от профиля в пределах 1-1,5 мм, с разносторонне направленным векторами дефектов.
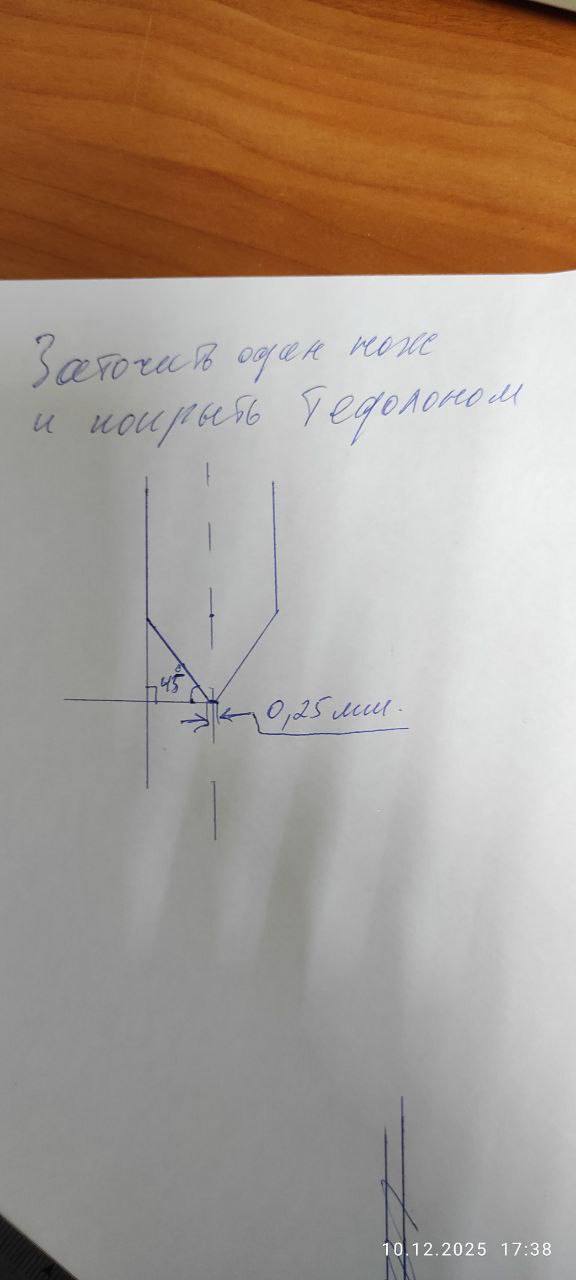
+ Эскиз желаемого профиля заточки от заказчика. Сам нож по толщине порядка 4-5мм, длиной около 500мм. Основной задачей было вернуть профиль реза.
И снова электролобзик в деле. пришлось вырезать сначала обжимные направляющие и вертикально установить заготовку... Т.к. изначально думал нарисовать и вырезать оснастку ,что горизонтального среза "угла атаки" профиля. Но...от постоянного цикла нагрев/охлаждение нож "повело". И такой подход с 90% вероятностью гарантировал бы несплошность формирования поверхности при резе.
Видео где видно на сколько нож кривой:
Пятно контакта только по краям...
От такой работы отказались все шлифовщики города Челябинск. Фрезеровщики тоже, ссылаясь на невозможность нормально примагнитить заготовку к столу ввиду ее малого веса. Опять НИОКР, с вероятностью успеха 50/50...
По итогу все получилось более чем достойно, нож потерял в высоте всего 1,5мм, профиль сформирован полностью. Нож отправился на тефлоновое покрытие, т.к. его пришлось содрать ввиду того что оно ДИЭЛЕКТРИК.
Машина вроде как Чехия, но при работе с ножом пришли к выводу что сделан он полностью дендро-фекальным методом из сырого металла, который к тому же еще и сырой...
Предлагали сделать заказчику новый нож из соответствующих сталей с гарантией на несколько лет, но они так и продолжают работать с ЕДИНСТВЕННЫМ ножом на линии без ремфонда со словами: "ну теперь же мы Вас знаем, вы если что заточите еще раз"