Продолжение поста «3D принтер дома, это инструмент»8
Предыдущая часть здесь:
Продолжение поста «3D принтер дома, это инструмент»
Начало тут:
Часть третья. Завершение.
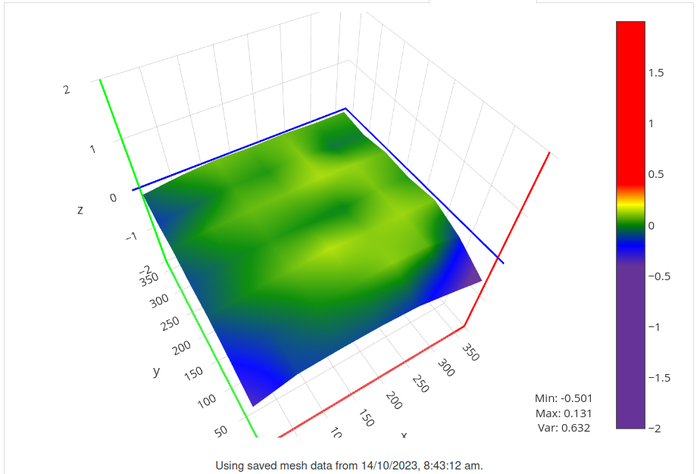
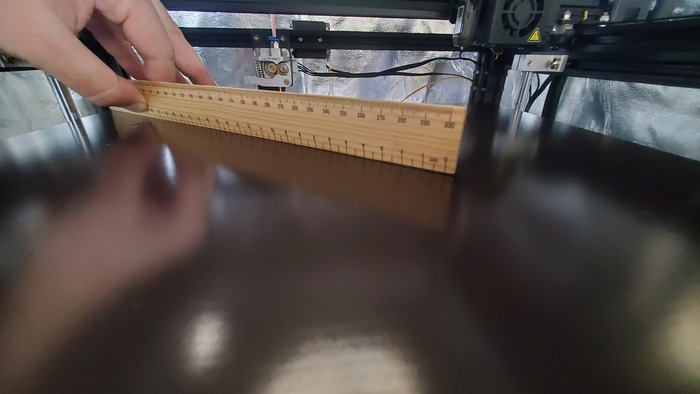
В процессе использования принтера я начал замечать, что после печати правая сторона стола оказывается на несколько миллиметров ниже левой. Если принт был достаточно крупным по оси Z, то разница становилась ещё более заметной.
Сначала я подумал, что у левого двигателя сбиты параметры. При начальной проверке типа "сделать несколько полных оборотов с нанесённой маркером точкой" всё было нормально. Максимальный ток на одном двигателе в документации был указан около 1А. В заводских настройках ток на все двигатели был установлен в районе 800 мА, т.е. меньше максимума, но гораздо выше уровня, достаточного для нормальной работы.
В итоге я просто выполнил хоуминг, выровнял стол и дал команду опустить его на отметку 400мм.
И тут я увидел как левый винт на определённой высоте просто не крутится!!!
Оказалось, что винты имеют некоторую кривизну (вот это открытие для винтов T8 длиною 470мм), но дело оказалось не только в этом. Оказалось, что муфта, крепившая левый двигатель к винту, была просто не плотно закручена! Т.е. когда искривлённый участок винта проходил через резьбу, создавалось сопротивление движению больше, чем на других участках винта и он на время застревал и не вращался. Муфта не заставляла его это делать, т.к. неплотно держала винт.
Плотно закрутив муфту, я начал снижать ток двигателей до значения, пока они не перестанут вращаться. И тут оказалось, что первым перестал крутиться правый двигатель.
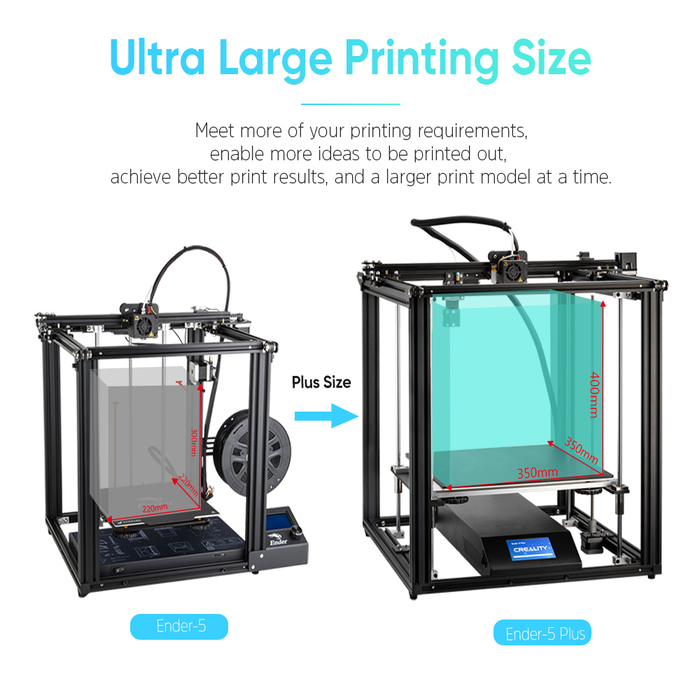
Напомню, что Ender-5 Plus - это принтер с так называемым Dual-Z, т.е. два двигателя оси Z сидят на одном управляющем проводе параллельно. А это значит, что 800 мА - это суммарный ток, который течёт через 2 двигателя, т.е. примерно по 400 мА через один двигатель. Как выяснилось, два одинаковых двигателя, управляющих двумя соседними винтами оси Z, имеют разное сопротивление обмоток двигателя. Левый имел сопротивление ниже и текущий через него ток имел более высокое значение. Исправлялось это либо установкой высоких значений тока обмоток (как и сделал производитель), либо добавлением сопротивления в пары проводов левого двигателя. Я оставил как есть, найдя минимальное значение тока, при котором оба двигателя работали стабильно.
При опускании стола вниз биения винтов становились очень заметными. Когда стол находился на нулевой отметке в начале процесса печати биения были незаметны глазу, но они влияли на появление повторяющегося по оси Z паттерна - ringing.
Нижняя часть винтов была жёстко закреплена на двигателях, а верхняя, которая и оказывала основное влияние на процесс печати, контролировалась только гайкой, через которую проходил винт у крепления стола.
Ситуация должна была быть развёрнута на 180 градусов! Я нашёл модель для фиксации на верхних перекладинах винтов оси Z. Однако после печати и установки фиксаторов оказалось, что оригинальные винты 470мм еле-еле достают до подшипника фиксатора. Пришлось сделать 2 ремикса, опустив в первом подшипник на 2мм вниз:
https://www.printables.com/model/798425-ender-5-plus-z-screw...

Новый фиксатор винта оси Z
а на втором - на 5мм:
Вторая версия нужна при использовании на печатном столе оригинального боросиликатного стекла, FR4 или другого толстого материала.
Но одного фиксатора недостаточно, чтобы погасить биения винта в его верхней части. Для уменьшения биений был нужен механизм Олдхема или по-другому кулачково-дисковая муфта:

Механизм Олдхема
Но это только верхняя часть. Внизу стандартную муфту пришлось заменить на гибкую алюминиевую с внутренними диаметрами 5х8:

Гибкая соединительная муфта
В оригинальной версии, при надавливании сверху на винт оси Z, он просто на несколько миллиметров уходил вниз, утапливая ось двигателя внутрь. Чтобы убрать этот люфт между муфтой и двигателем был добавлен упорный подшипник F12-21M:

12x21x5
В результате получилось это:
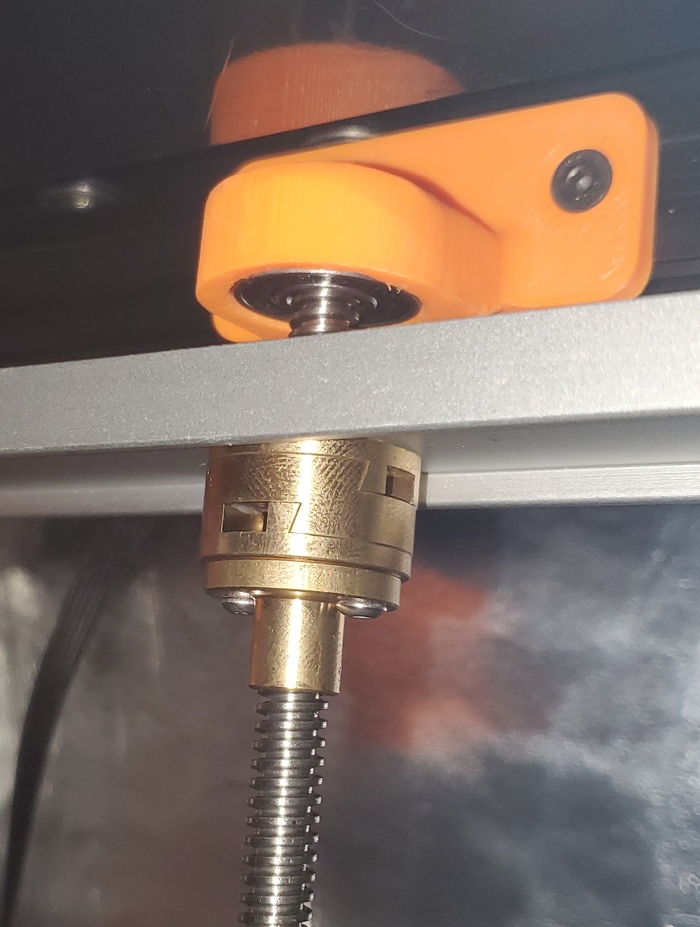
Механизм Олдхема с фиксатором оси Z

Гибкая муфта на упорном подшипнике
Народ в интернете ещё очень любит ставить в качестве апгрэйда anti-backlash, т.е. безлюфтовые гайки:
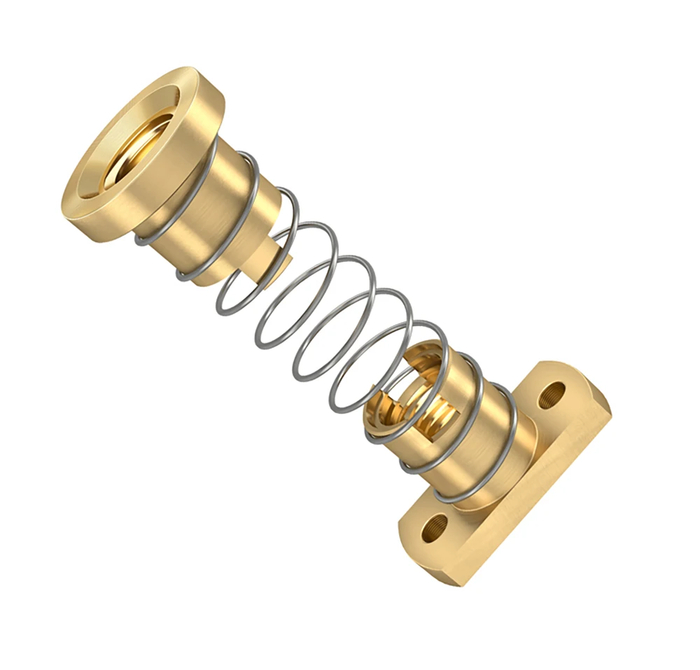
Anti-backlash nut
Это имеет смысл для винтов с крутой резьбой и значением steps/mm 400 и ниже как у Ender-3. Ender-5 Plus имеет винт со значением steps/mm 800. Чтобы больше об этом не думать, я заказал винты T8 с резьбой 1600 steps/mm и длиной 480мм.
На этом со столом всё.
Теперь пора вернуться к проблеме, на которой заканчивалась первая честь этого повествования - застревание прутка на выходе экструдера.
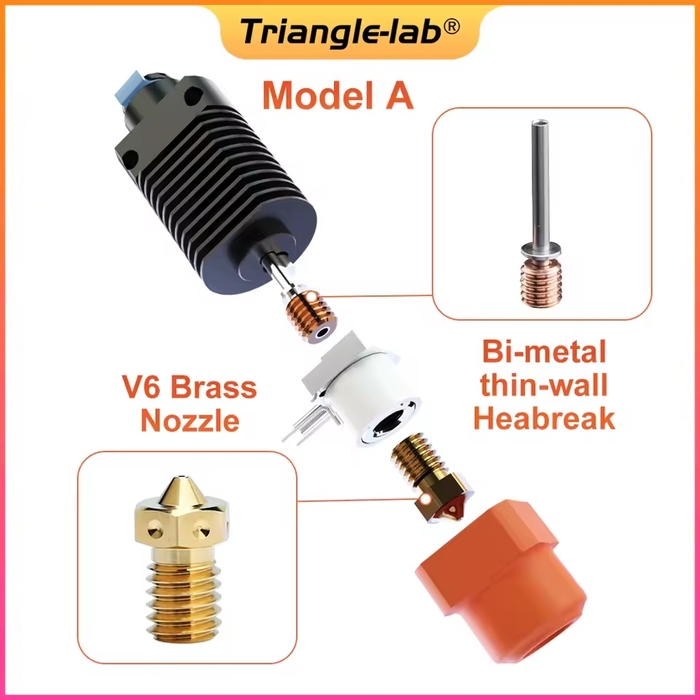
Прямой и очевидный путь решения этой проблемы - установка Direct Drive (DD) экструдера непосредственно на хотэнд. Был выбран простой, но надёжный RNC Nano Coated Gear DDB Extruder V2.1:

DDB Extruder V2.1
Главная загвоздка для меня в была в том, что этот экструдер существовал только в "праворульной" версии, т.е. при правильной установке открывался справа. Справа на хотэнде как раз располагаются все провода. Но это только первая часть дела. Дальше нужен был мотор для экструдера. Идея использовать оригинальный мотор Creality для системы Bowden Tube отпала сразу из-за его большого веса, который теперь пришлось бы возить на печатающей головке. Был найден схожий почти по всем параметрам, но весящий всего 140 граммов, мотор Nema 17 Stepper Motor 17HS08-1004S:

17HS08-1004S
Оригинальный мотор отправился в коробку вместе с большей частью предыдущего экструдера.
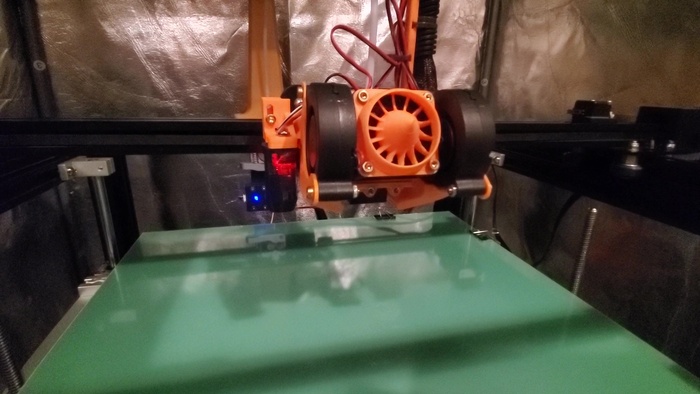
Я распечатал адаптер под праворульный DD экструдер и установил всю новую систему на хотэнд.
Пробная печать показала, что теперь застревание прутка случалось реже, но оно не исчезло полностью. Теперь, спустя какое-то время после застревания прутка, происходил отрыв трубки от входа в экструдер. Если этот момент пропускался, то по возвращению к принтеру можно было обнаружить спагетти-пружину из прутка внутри!
Из плюсов я сразу отметил, что retraction прутка из хотэнда при его перемещении уменьшился в разы, что, возможно, также повлияло на частоту застревания. Также значение K-фактора для Linear Advance уменьшилось на порядок. Буквально! Кроме того почти исчез stringing при печати PETG.
Тут я должен упомянуть, что в этом принтере инженеры Creality применили "гениальное" дизайнерское решение для расположения экструдера, сенсора прутка и бобины с прутком в задней части рамы, так что в определённый момент стол проходит в паре сантиметров от всего этого хозяйства. Когда стол при печати опускался примерно на 20 см вниз, то менять бобину с прутком на новую становилось затруднительно, а когда он опускался на 25 см - уже практически невозможно! Намучившись со сменой прутка при печати первой версии моего проекта, я решил радикально пересмотреть дизайн расположения бобины и всего остального механизма подачи прутка. Я перенёс экструдер с двигателем, сенсор прутка и держатель бобины в переднюю часть принтера. Теперь я мог менять заканчивающийся пруток в любой момент. За это пришлось заплатить удлинением трубки на несколько сантиметров и общая её длина перевалила за 70см.
Даже после всех манипуляций пруток всё равно иногда застревал в новой системе с DD экструдером. Отчасти от того, что мощность нового двигателя была меньше, чем у оригинального - плата за малый вес.
Подумав об аналогиях с трубопроводами и линиями связи я понял, что нужно ставить "усилитель" на другом конце трубы. Я приобрёл максимально облегчённую версию Cloned Btech DDG Extruder, но на этот раз "левостороннюю". Дальше нужно было установить на раму "праворульный" экструдер с оригинальным мощным двигателем на входе в трубку. Этот экструдер должен был выполнять основную работу по подаче прутка через трубку, а второй маломощный облегчённый экструдер просто проталкивал бы пруток дальше в хотэнд на другом конце трубки.
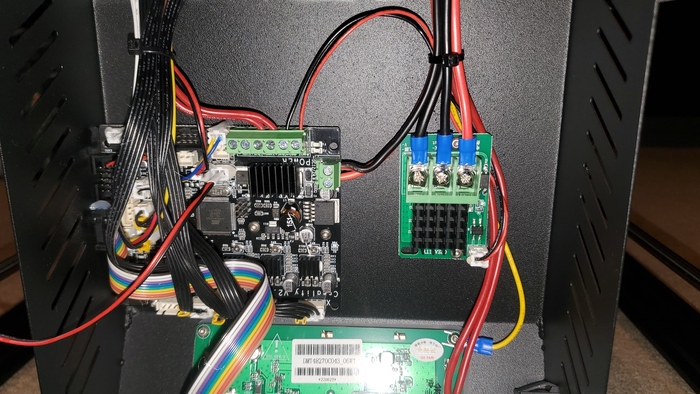
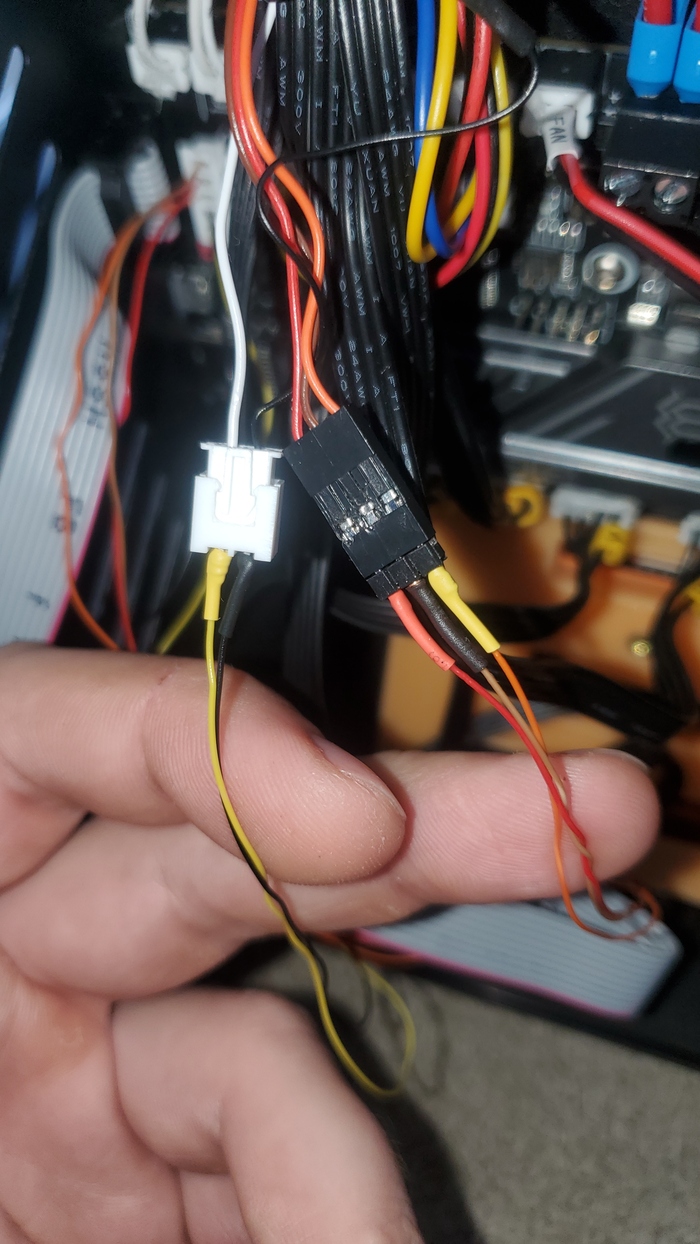
И тут мне впервые за всё время этой истории по-настоящему повезло - сопротивления обмоток двигателя Creality и Nema 17 оказались почти идентичными! Мне предстояло только замастырить аналог Dual-Z для выхода экструдера - Dual-E0. Я собрал простой разветвитель выхода для E0, включил двигатели и дал команду на подачу прутка вперёд. Экструдер на двигателе Creality подал пруток вперёд, а на Nema 17 - назад...
Параллельно включенные двигатели работали в одну сторону, но из-за того, что один экструдер был праворульным, а второй леворульным, направления были противоположными. Покопавшись в документации, я сделал переполюсовку первой пары проводов, идущих к Nema 17 и повторил попытку. В этот раз всё работало согласованно. Я ласково назвал эту конструкцию "Тяни-Толкай":
Для тех, кто захочет использовать DDB Extruder у себя, я сразу предупрежу - при закрытии экструдера после зарядки прутка, делайте не более 3-4 оборотов винта. Если сильно закрутить винт, то экструдер быстро начнёт царапать пруток и проскальзывать!
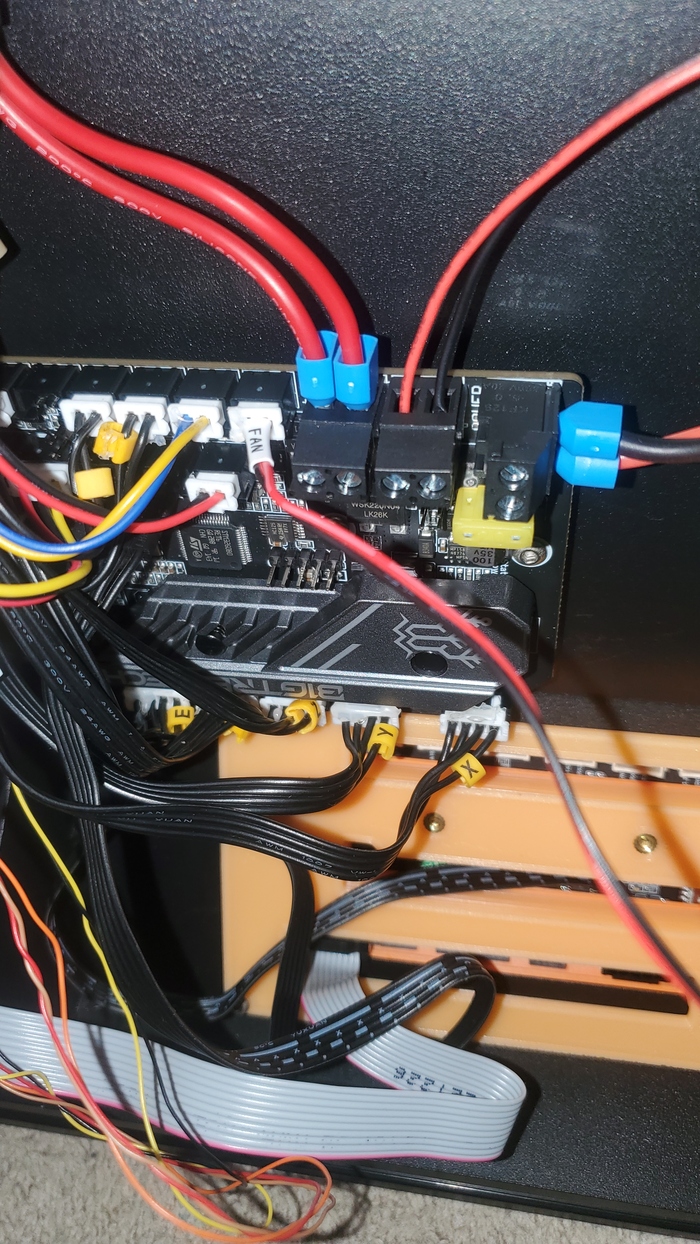
Так как теперь у нас 2 двигателя на одном выходе, то вместо тока 450мА, на выходе E0 нужно установить ток 900мА.
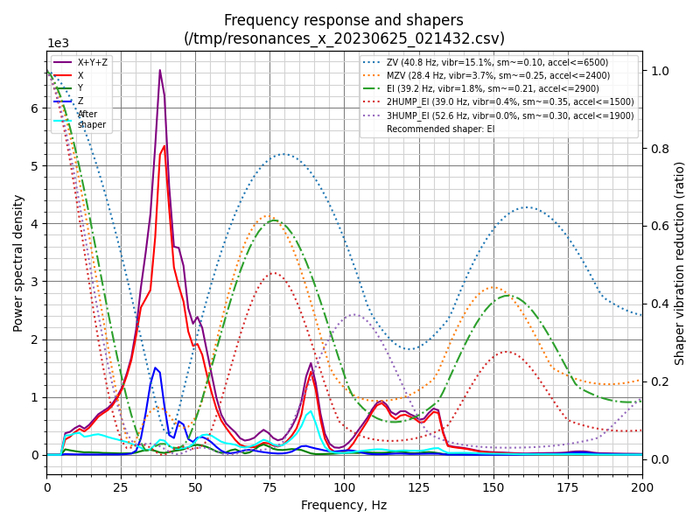
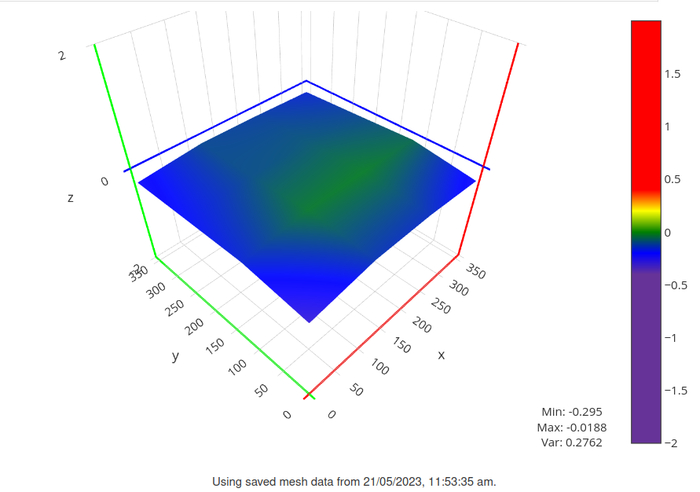
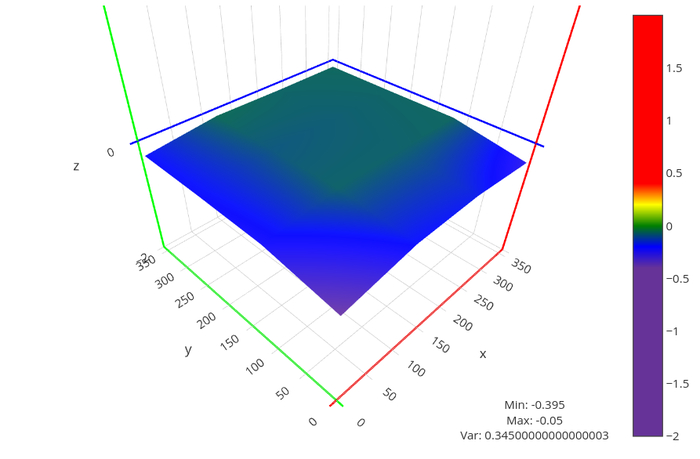
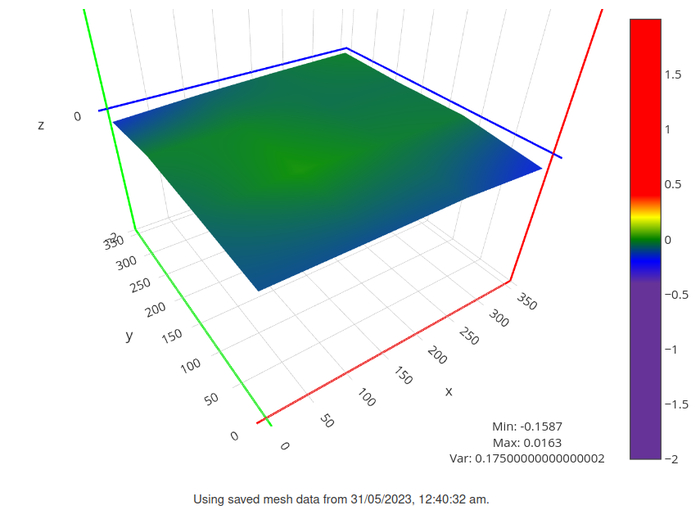
Ну и конечно же после всех внесённых в конструкцию принтера изменений нужно снова провести замеры для Input Shaping'а:
Результаты замеров после внесения изменений:
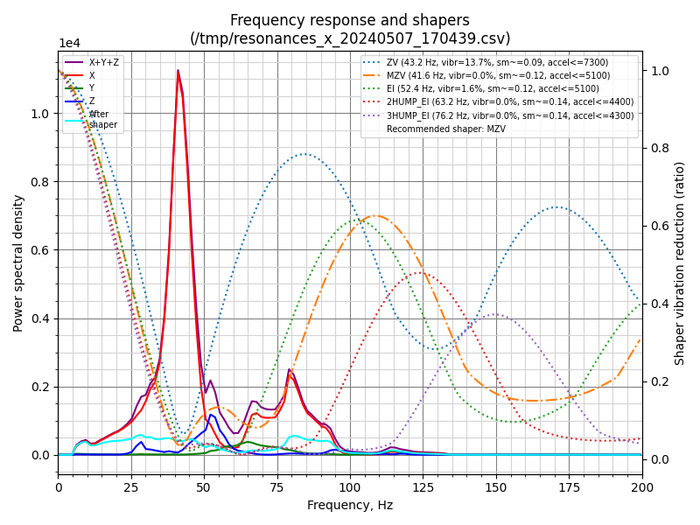
Значения резонансных частот для разных алгоритмов по оси X
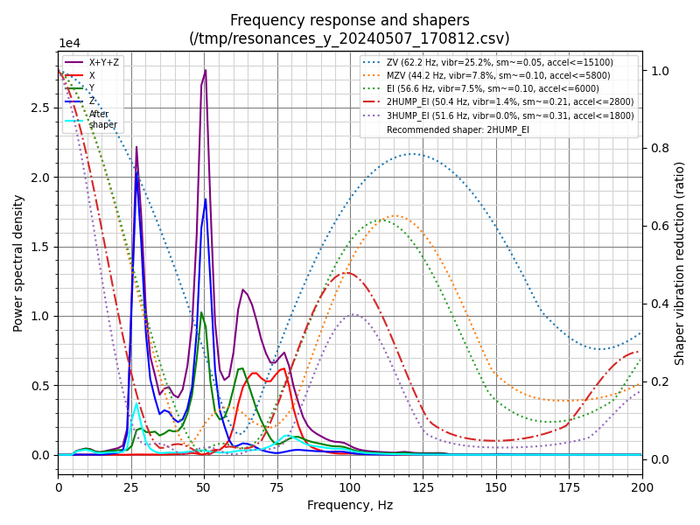
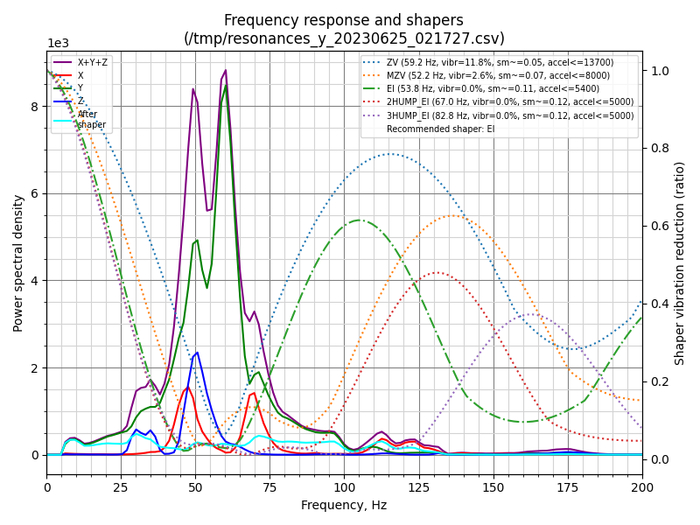
Значения резонансных частот для разных алгоритмов по оси Y
Желающие могут сравнить новые значения со значениями из предыдущей части.
Как это всё в итоге печатает:
Всем спасибо за внимание! Надеюсь Вы узнали для себя что-то новое и, возможно, полезное.