
0 просмотренных постов скрыто


Абразивные материалы в столярке
Посты выходят раньше здесь: https://lispublica.ru/
Треть рабочего времени в столярной мастерской уходит на шлифовку. За общим словом «абразив» стоит целое семейство материалов - от речного граната до синтетического карбида кремния, и у каждого своё назначение.
Оксид алюминия, известный также как корунд или глинозём, - неорганическое соединение алюминия и кислорода с химической формулой Al₂O₃; вещество существует в природе в кристаллической форме, но для промышленных нужд синтезируется посредством процесса Байера или азотного плазменного синтеза.

В ходе производства оксид алюминия сплавляется в кристаллическое строение неправильной формы, что делает материал особенно эффективным для шлифовки, заточки и полировки. По шкале Мооса твёрдость оксида алюминия составляет 9 баллов, что ставит материал в ряд наиболее износостойких абразивных зёрен, уступая только алмазу.

Благодаря контролируемой хрупкости зёрна оксида алюминия раскалываются под нагрузкой, обнажая свежие острые режущие кромки. Подобное сочетание хорошей твёрдости, средней прочности и высокой хрупкости делает его отличным универсальным абразивом для общих работ по шлифовке древесины и металлов.

Оксид алюминия имеет зерно "блочной" формы с острыми ребрами, оставляющее широкую царапину. Ввиду высокой хрупкости лучше всего работает под несильным нажимом - орбитальных дисков, ручных листов и материалов для межслойной обработки. В процессе плавления структура кристаллов и химический состав оксида алюминия поддаются контролю, что позволяет производителям выпускать целое семейство продуктов с разнообразными характеристиками.

Первым промышленным применением граната стало производство абразивов: твёрдость минерала варьируется от 6,5 до 7,5 баллов по шкале Мооса, поэтому он применим в разных видах обработки. При дроблении гранат распадается на угловатые осколки с острыми кромками, подходящими для резания и шлифовки. Мелкие гранулы однородного размера наносятся на бумажную основу, образуя наждачную бумагу характерного красноватого оттенка - широко распространённый инструмент в столярных мастерских.
Иронично, что быстрый поиск дал только один вид наждака с подтвержденным наличием граната, но он сделан из светло-голубой его разновидности. Задачу не упрощает то, что цвет многих абразивных составов можно менять искусственно, а самым распространённым цветом как раз являются оттенки между оранжевым и коричневым, как у самых обычных наждаков.

Гранаты относятся к группе силикатных минералов, применявшихся с бронзового века в качестве драгоценных камней и абразивов, последнее до сих пор остается одним из основных его применений. При общих физических и кристаллографических свойствах химический состав широко варьируется, определяя конкретные виды минерала. Твёрдость в сочетании с хрупкостью на излом дают минимальные химические и структурные изменения частиц при дроблении или измельчении в порошок. Также гранат применяется в отделке мебели из древесины, производстве пластмасс и обработке листового алюминия для авиационной и судостроительной отраслей.
Карбид кремния - чрезвычайно твёрдое абразивное зерно, настолько, что по твёрдости занимает второе место после алмазных абразивов, ввиду чего является предпочтительным материалом в стекольной промышленности.

Хотя оксид алюминия справляется с шлифовкой покрытий достаточно хорошо, карбид кремния считается обладающим оптимальным зерном под эту задачу. Очень твёрдые минералы отличаются высокой остротой: материал оказывает скорее режущее действие, нежели вспахивающие или выдалбливающие царапины у оксида алюминия, тем самым оставляя значительно более чистый срез. Наждачная бумага на основе карбида кремния идеальна для мокрой шлифовки благодаря водостойким свойствам - сухое шлифование применимо для материалов наподобие древесины, которые могут портиться от влаги.
Продукция на основе карбида кремния снабжается водостойкой подложкой для мокрого шлифования - техники минимизации царапин при использовании жидкости в качестве смазки; мокрое шлифование также предотвращает засорение наждачной бумаги пылью, удаляет отпавшие абразивные частицы и снижает количество пыли в воздухе. Карбид кремния и оксид алюминия относятся к керамическим материалам абразивного назначения: зёрна карбида кремния острее и твёрже оксида алюминия, однако менее долговечны. На практике оба абразива нередко могут использоваться при работе над одним и тем же проектом: начальное грубое шлифование выполняется оксидом алюминия, финишное - карбидом кремния, что даёт гладкую поверхность без преждевременного износа наждачной бумаги.
Керамический абразив с цирконием более универсален, экономичен, и долговечен и подходит для обработки как металлов так и древесины.
Ахем...

Цирконий значительно прочнее и лучше сопротивляется разрушению при агрессивном шлифовании, тогда как керамика твёрже, но более хрупка — микрокристаллическая структура спроектирована для контролируемого самозаточивания при умеренном давлении.
Циркониевые ленты обычно синие или зелёные, но и классические красно-коричневые тоже бывают.

До появления циркониевых абразивов преобладали карбид кремния и плавленый оксид алюминия с монокристаллическим строением; твёрдость и износостойкость монокристалла неоднородны, а при разрушении такие зёрна откалываются крупными фрагментами; мелкозернистые циркониевые абразивы обладают прочностью и износостойкостью, достаточными для врезания в поверхность с последующим образованием на кристаллах микросколов.

Керамические абразивы демонстрируют наибольшую долговечность и скорость резания среди всех абразивов, дают равномерный результат под средним или высоким давлением; очень малые плоскости излома позволяют каждой грануле постоянно самозатачиваться, обеспечивая стабильный съём материала на протяжении всего рабочего ресурса. Решение проблемы температурной чувствительности чистого диоксида циркония достигается сплавлением частиц глинозёма с цирконовым песком при высоких температурах, что формирует тонкую первичную кристаллическую структуру глинозём-цирконий с выдающимися термомеханическими и химическими характеристиками; получаемое антихрупкое керамическое зерно с исключительными износостойкими свойствами превосходит стандартные плавленые оксиды алюминия в разных условиях работы.
Наждак — гранулированная порода, состоящая из смеси минерала корунда (оксида алюминия Al₂O₃) и оксидов железа, таких как магнетит (Fe₃O₄) или гематит (Fe₂O₃).
Измельченный магнетит в среде магнитного поля

Издавна применяется в качестве абразива и полировального материала. Наждак выглядит как тёмноокрашенное плотное вещество, внешне напоминающее железную руду. Твёрдость наждака достигает 8 баллов, тогда как чистый корунд — 9; популярность наждака как абразива, особенно в наждачной бумаге, объясняется именно твёрдостью, хотя материал в значительной мере вытеснен синтетическими аналогами вроде оксида алюминия; ныне основное применение — нескользящее покрытие полов, ступеней и тротуаров; очень тонкая наждачная пыль используется шлифовщиками линз, ювелирами и производителями листового стекла, хотя и здесь синтетические абразивы нередко предпочтительнее ввиду более однородных размеров зёрен.
В отличие от наждачной бумаги, использующей всевозможные абразивные минералы вроде оксида алюминия или карбида кремния, наждачное полотно содержит именно наждак — сочетание корунда и оксида железа. Наждачное полотно с тканевой основой обычно гибче большинства видов наждачной бумаги; гибкость позволяет повторять контуры и замысловатые формы, делая материал идеальным для точных работ. Следы железа в наждаке могут загрязнять деревянные поверхности. Наждак, во многом уступивший место улучшенным продуктам вроде оксида алюминия и карбида кремния, применяется для шлифовки сильно изношенных и грубых поверхностей до гладкого блеска, в частности в часовом деле.
В алмазных точильных камнях используют алмазный порошок, закреплённый на плоской поверхности. В отличие от традиционных масляных или водных камней с более мягкими абразивами, в алмазных камнях задействуется самый твердый материал на Земле, который подходит для заточки даже самых прочных инструментальных сталей.

Алмазные частицы электролитически осаждаются или связываются смолой, образуя плоскую рабочую поверхность. Алмаз, по-видимому, затачивает любой тип стали одинаково хорошо, тогда как более мягкие абразивы вроде керамики или водных камней уступают на некоторых сплавах - например, стали А-2.
Алмаз режет быстро и практически не требует обслуживания; материал доступен в форме паст широкого диапазона зернистости, благодаря чему точильный инструмент можно сделать из любого куска металла или дерева.
Пример изготовления самодельных алмазных и карбидовых камней.
На традиционных видах камней (масляные камни и мягкие арканзасские камни) со временем могут образовываться неровности. Алмазные же камни сохраняют плоскую поверхность в течение всего рабочего ресурса, гарантируя постоянство углов заточки. Алмазные камни режут быстрее любого другого абразива; максимальная твёрдость — 10 баллов — означает способность быстро перетачивать даже самые твёрдые инструментальные стали. Алмаз чрезвычайно абразивен: операция, обычно занимающая 5–10 минут на масляном камне, выполняется примерно за 30 секунд.
Стальная вата была представлена в 1896 году; материал применяется в качестве абразива для отделки и ремонтных работ — полировки деревянных или металлических предметов, очистки кухонной посуды, мытья окон и обработки поверхностей.

Стальная вата традиционно используется ювелирами, мастерами по металлу и столярами как абразив для очистки, выравнивания рабочих поверхностей или придания блеска. Тончайшая стальная вата 0000 применяется для очистки, шлифовки и полировки металла, а также для полировки вощёной или промасленной древесины и удаления водяных пятен с вощёного дерева; с помощью неё можно матировать глянцевые деревянные поверхности, она обычно является наиболее тонкой ватой, используемой в реставрации мебели.

Стальная вата - универсальный абразивный материал для очистки, полировки и подготовки поверхностей в деревообработке, металлообработке и быту; выпускается в разных градациях от грубой для интенсивного снятия материала до сверхтонкой для деликатной полировки. Гибкая волокнистая структура облегает сложные мелкие формы на поверхности, что делает её незаменимой при реставрации мебели, очистке инструментов и подготовке поверхностей под морилку или краску. Материал непригоден для подготовки под покрытия и краски на водной основе: мелкие частицы ваты часто отрываются в процессе шлифовки и остаются на обрабатываемой поверхности, и после покраски будут ржаветь, оставляя пятна. По той же причине не рекомендуется применять стальную вату на штукатурке. Стальная вата 0000 часто используется на экзотических породах древесины как завершающий этап перед финишной отделкой; оливковое дерево, эбен или эвкалипт, например, плохо шлифуются наждаком, тогда как стальная вата легко убирает царапины и следы шлифовки , оставляя гладкую почти стеклянную поверхность. Вяз также шлифуется тяжело обычным способом, но последовательное использование стальной ваты разной зернистости решает эту проблему. Одно из преимуществ стальной ваты - она практически не оставляет пыль в отличие от наждачной бумаги.
Металлическая вата бывает не только стальной - её также делают из меди, латуни, алюминия и бронзы. Бронзу можно использовать в обработке под покрытие на водной основе - её волокна, застрявшие в дереве, не окисляются так быстро, чтобы оставить пятна. В теории, теми же свойствами должна обладать нержавейка и латунь. Медь может быть слишком мягкой, не просто оставляя волокна ваты, но даже стираясь об обрабатываемый материал и оставляя металлические следы.
Медь

Бронза

Латунь

Люминьтий

Нержавейка

Если есть сомнения, подойдёт ли стальная вата для конкретной задачи, безопаснее взять бронзовую или синтетический абразив — исправлять ржавые пятна под лаком гораздо сложнее, чем предотвратить их.
Показать полностью
19
1

Диск для деликатного удаления краски
Думаю профессиональным автомалярам есть что мне возразить, или есть чем дополнить пост. С интересом прочту в комментариях. От себя скажу, что наибольший интерес у меня вызвал сам подход производства этого диска.


Как заточить нож
Интересный точильный камень с деревянной подставкой и насадкой для ножа. Процесс заточки продемонстрирован на видео. Нож после этого острый, как бритва. Ссылка на комплект
Полируем камень
Интересный полировальный диск-липучка для обработки камня. Абразивность на выбор от 50 до 3000. Стоит штука 168 руб. Ссылка на диски

Вопрос, какая сторона у камня более шершавая какая менее?
И об какую сторону сначала точить нож и об какую уже в последнюю очередь?
Показать полностью
1

Как шуруповёртом ускоритель починить (Часть 3)
Кусочек абразива в электронный микроскоп:
Но обо всём по порядку. Напомню, что мы затеяли ремонт сверхпроводящих электронных пушек для ускорителя-рекуператора. В первой части можно узнать, зачем и для чего это всё затевалось. Во второй части уже более конкретно описан анализ обнаруженных дефектов. Там же делается вывод о том, что дефекты придётся удалять механически, т.е. сошлифовывать с применением абразивов.
Здесь я позволю себе — просто 30 секунд или одну минуту — маленькую справку дать о том, как происходит абразивная обработка поверхности. Обычно абразив представляет собой твердый материал в виде небольших частичек неправильной формы с острыми краями. Как правило, его изготавливают в виде довольно крупных кристаллов, которые затем "разламывают" на фрагменты и сортируют по размеру. Вот, к примеру, изображение частички карбида кремния класса (размера) Р220, знакомого многим по обычной наждачной бумаге.
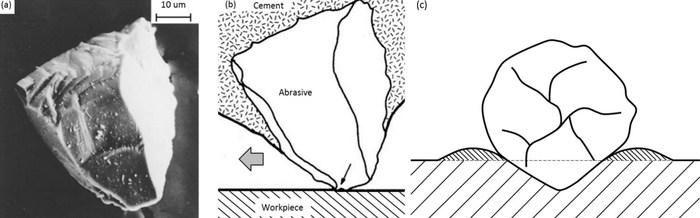
По центру схематически показано, каким образом частица "используется" в инструменте. Стрелка указывает на точку контакта с поверхностью обрабатываемого материала. В процессе абразивной обработки край частички вдавливается в поверхность детали и перемещается вдоль неё. Глубина "впечатывания" составляет лишь около 5% от размера зерна абразива. Т.е. для приведенного примера с грейтом P220 (размер частицы около 68 мкм) глубина "борозды" составляет около 3-4 мкм. При этом лишь часть материала удаляется абразивом. В основном материал пластично деформируется и "выпирает" по краям (правый рисунок), а не удаляется с обрабатываемой поверхности. Т.е. абразив "вспахивает" поверхность.
Режим работы абразивной частички ("вспашка" или резание) зависит от угла атаки:
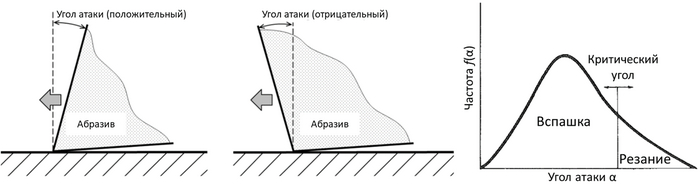
Резка материала будет происходить при угле атаки выше определенного критического значения. На правой картинке показано распределение углов атаки для средней абразивной частицы. Из графика ясно, что абразив в основном "вспахивает" поверхность, а не режет её.
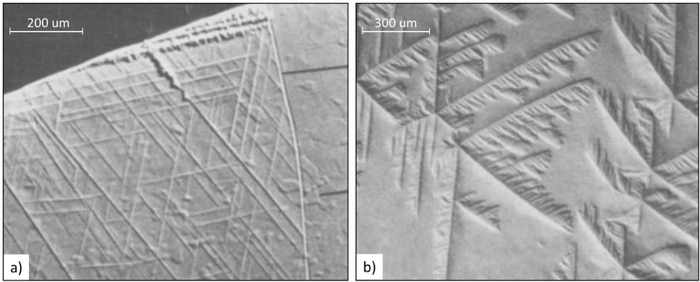
Толковому читателю очевидно, что абразивную обработку можно разделить на два типа: когда абразив закреплён (например, зацементирован в брусок или приклеен к поверхности инструмента) и когда абразив не закреплён (т.е. свободно перемещается между обрабатываемой поверхностью и инструментом). В первом случае (в английском называется two-body abrasion) абразив оставляет длинные борозды (по сравнению с собственным размером) и может работать в трёх различных режимах, в зависимости от твердости детали, твердости абразива и усилия прижима:
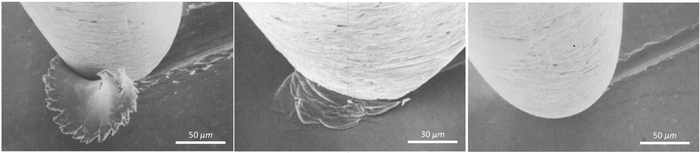
Слева направо: резание (стальная игла по бронзе), формирование клина (стальная игла по стали), вспашка (стальная игла по бронзе).
В случае же незакреплённого абразива (в английском three-body abrasion) его частички не зафиксированы и "катятся" между поверхностью и прижимающим инструментом. При этом острый угол абразива впивается в поверхность, сама частичка перекатывается и впивается другим углом. В процессе в поверхности образуется не царапина, а полоска отпечатков. В таком режиме не происходит резания материала (фото a и b):
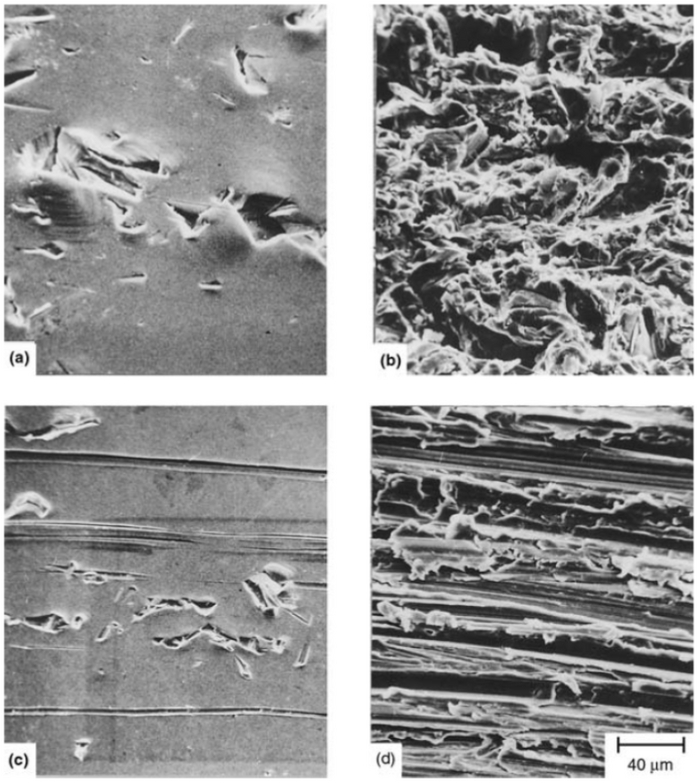
На нижних фотографиях (c и d) видны результаты смешанного режима: когда свободные частицы абразива застревают в пластичной поверхности инструмента и начинают работать, как закрепленный абразив.
Кроме того, частички абразива могут крошиться на более мелкие фрагменты, и эти самые фрагменты могут впечатываться в поверхность и оставаться там даже после ультразвуковой мойки:
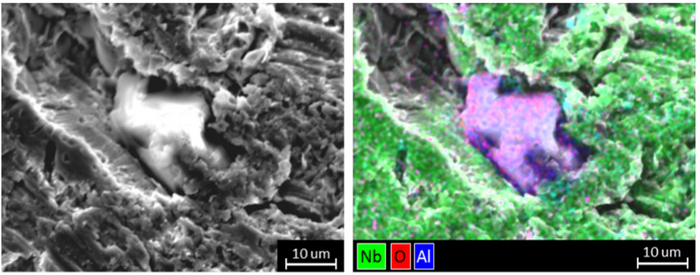
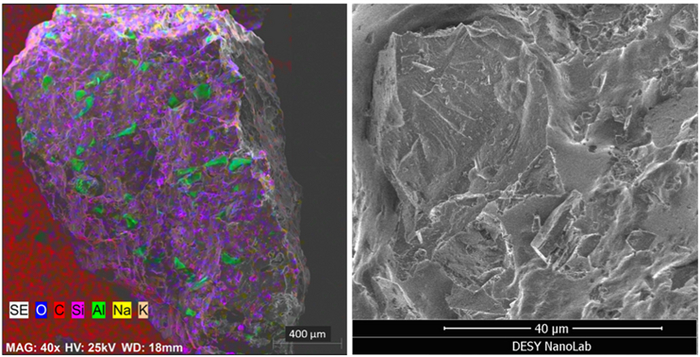
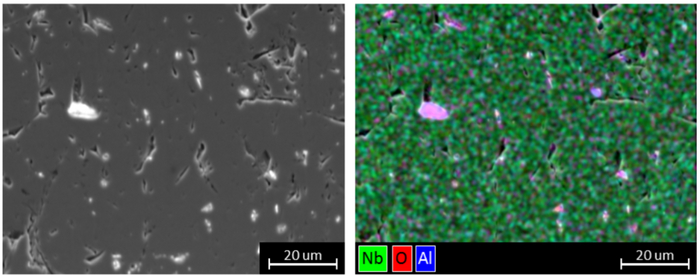
На картинке - изображение поверхности ниобия с включённой частицей полировочного материала. Слева - изображение в электронный микроскоп. Справа - результат EDX (или EDS, кому как нравится) анализа в том же микроскопе. По-русски это звучит страшно: энергодисперсионная рентгеновская спектроскопия. Но её принцип очень простой: в электронном микроскопе образец облучается пучком ускоренных электронов (до нескольких десятков кЭв, в вакууме, естественно). При этом существует несколько вариантов взаимодействия этих электронов с веществом.
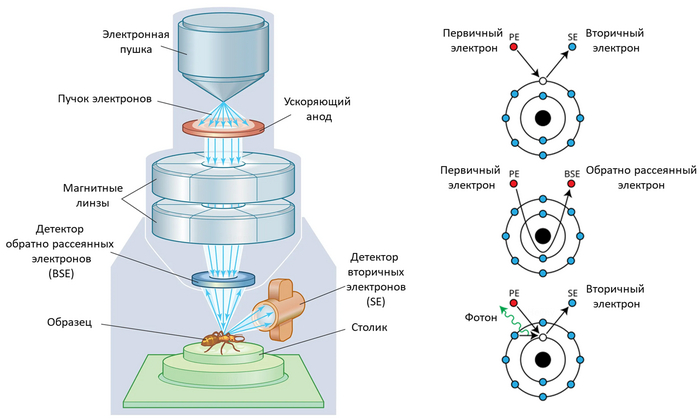
"Обычным" режимом работы является использование вторичных электронов (SE - Secondary Electron), которые выбиваются из внешних электронных оболочек атома при неупругом рассеянии пучка ускоренных электронов (правая верхняя картинка). То есть ускоренный пучок первичных электронов, сфокусированный в точку на образце, выбивает из этой точки вторичные электроны. Они довольно медленные - всего десятки электрон-вольт (в тысячу раз меньше, чем в ускоренном пучке). Эти вторичные электроны улавливаются детектором (например, обычным сцинтиллятором с фотоэлектронным умножителем (ФЭУ)) и мы получаем один пиксель изображения. Затем мы с помощью линз направляем ускоренный пучок электронов в соседнюю точку образца и получаем следующий пиксель изображения. Просканировав целую область, мы получим привычное нам изображение. Собственно, поэтому микроскоп и называется Сканирующий Электронный Микроскоп (Scanning Electron Microscope) - СЭМ (SEM). Иногда еще говорят Растровый Электронный Микроскоп - РЭМ (REM). Поскольку детектор на ФЭУ выдает только амплитуду сигнала (яркость пикселя), то изображение получается монохромным (чёрно-белым). На картинке ниже два SEM изображения во вторичных электронах поверхности ниобия после полировки. Внизу изображений дана информация о режиме работы микроскопа:
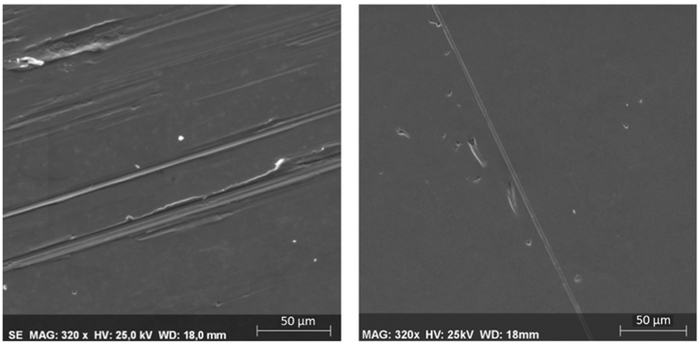
SE - изображение во вторичных электронах (secondary electrons - именно тот режим, который мы разобрали);
MAG:320x - увеличение 320 раз;
HV: 25,0 kV - ускоряющее высокое напряжение (High Voltage) 25 киловольт. Т.е. энергия ускоренных электронов 25 кЭв;
WD: 18,0 mm - Рабочее расстояние (Working Distance) 18,0 мм - это особенность настройки фокусирующих линз.
Ну и в конце показана измерительная шкала: отрезок равен 50 мкм.
Если кто-то публикует СЭМ изображение без такой строки с информацией - можете считать, что он их либо украл, либо дорисовал, либо что-то скрывает. В хороших научных работах принято оставлять эту информацию прямо на изображениях. Бывает, что однотипных изображений очень много, тогда строку на части из них могут обрезать для экономии места.
Вернёмся к нашему пучку ускоренных электронов в микроскопе. Он может выбить электрон не с внешней электронной оболочки атома исследуемого образца, а с какой-нибудь из нижних (стрелки 1 и 2 на левой картинке):
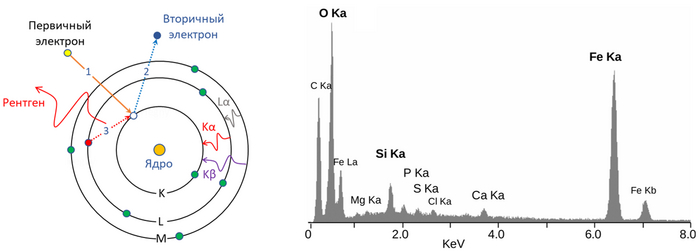
Отсутствие электрона на внутренней электронной оболочке не проходит незамеченным - эти места самые выгодные энергетически. На вакантное место сразу же "перепрыгнет" один из электронов с внешних оболочек (кто первый успеет) - стрелка 3 на картинке. При этом излишек его энергии улетит прочь в виде фотона. Этот фотон улавливается специальным детектором, который измеряет его энергию. Дело в том, что разница в энергии между внутренней и внешней (в любом сочетании) электронной оболочкой своя для каждого химического элемента. Определив энергию фотона мы можем точно назвать, в атом какого вещества попал ускоренный пучок электронов. На картинке справа показан спектр фотонов, принятый детектором. Над пиками написаны химические элементы и тип электронного перехода (К альфа, К бета, L альфа) - из левой картинки ясно, что это за переходы. Энергия этих фотонов лежит в рентгеновской области, поэтому такой анализ называется энергодисперсионной рентгеновской спектроскопией (EDX). Она позволяет каждому пикселю исходного изображения приписать химический состав. Как правило, на черно-белое изображение накладывают цвета, показывающие наличие выбранного элемента. На самой первой картинке в этом посте показаны шесть элементов. Ниже показаны частички оксида алюминия, оставшиеся в поверхности ниобия после полировки:
Кроме этого можно еще улавливать обратно рассеянный электроны (BSE - Backscattered electrons). Они несут информацию о заряде ядра элемента. Но об этом мы поговорим в другой раз (с красивыми картинками нитридов ниобия), а пока вернемся к полировке.
Очевидное решение для удаления впечатанных в поверхность частиц - полировать дальше, используя более мелкий абразив. При этом глубина нового этапа полировки должна быть достаточной для удаления включений. Обычно это значительно больше, чем нужно для того, чтобы просто сгладить царапины от грубой полировки.
С удалением материала мы немного разобрались, но у абразивной обработки есть еще одна важная для нас особенность. Дело в том, что наша пушка-резонатор - сверхпроводящая. Она сделана из очень-очень чистого кристаллического ниобия. Кристалличность в данном случае играет очень важную роль, поскольку электроны объединены в куперовские пары исключительно кристаллической решеткой (я как-нибудь напишу отдельный пост про это). Любые дефекты в кристалле приводят к существенному снижению сверхпроводящих свойств. Именно по этой причине после изготовления пушки (штамповки, токарной обработки, сварки) она проходит высокотемпературный вакуумный отжиг для рекристаллизации ниобия и химическое травление для удаления поврежденного приповерхностного слоя.
Так вот, абразивная обработка как раз и создает поврежденный приповерхностный слой. Механизм его образования выглядит примерно так:
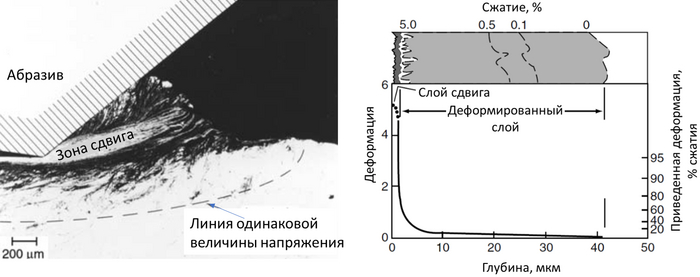
Возле кромки абразива находится зона сдвиговых напряжений. При этом ниже поверхности образуется зона пластической деформации. Напряжение в этом слое максимальное у поверхности и снижается с глубиной (правая картинка). Глубина слоя сдвиговых деформаций примерна равна удвоенной глубине царапины, оставленной абразивом. Глубина же слоя пластической деформации может достигать десятков микрометров. На толщину этого слоя влияет сила прижима абразива, а вот скорость его движения совершенно не влияет. Увидеть этот слой не так уж сложно. Ниже приведены микрофотографии шлифов образцов ниобия:
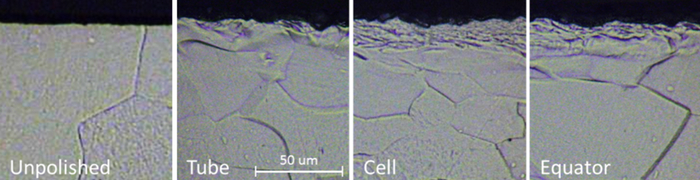
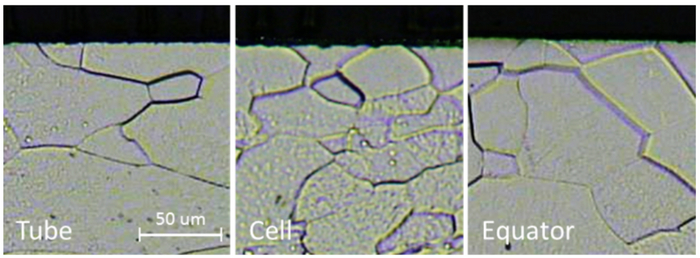
На первой картинке показан исходные поликристаллический отожженный ниобий. Видны границы кристаллических зерен. На трёх остальных изображениях показаны срезы образцов, отполированных до зеркального блеска, но с разной силой прижима абразива. По нарастающей от второй картинки к четвертой. Вы легко заметите, что возле поверхности образуется слой "раздавленного" кристалла. У всех образцов, кроме исходного, будут очень серьезные проблемы со сверхпроводимостью. Хотя поверхность выглядит идеально зеркальной. А вот так выглядит результат правильно подобранного давления при полировке:
Поскольку ниобий очень мягкий (особенно монокристаллический, т.к. твердость металлов обратно зависит от размера зёрен), то на нем легко наблюдать сдвиговые деформации при механической полировке:
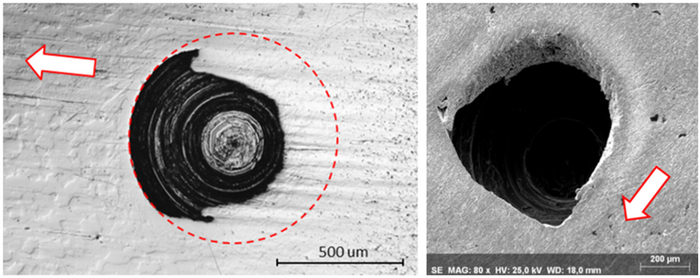
В данном случае в поверхности было просверлено глухое отверстие, и мы видим его края после полировки образца. Направление полировки указано стрелкой. Поверхность зеркальная - на картинке слева видны кристаллические зёрна (ниже стрелки). Ниже показано сечение такого "навеса":
Казалось бы, мы наконец разобрались с тем, как работает полировка, и даже подобрали правильный режим, чтобы не образовывался слой деформированных кристаллов под поверхностью (на самом деле он будет в любом случае, но мы можем его минимизировать, и удалить небольшим химическим травлением). Но есть еще одна проблема, связанная с работой резонатора при криогенных температурах.
Для начала бегло взглянем на фазовую диаграмму железо-углерод ниобий-водород (запоминать её не нужно):
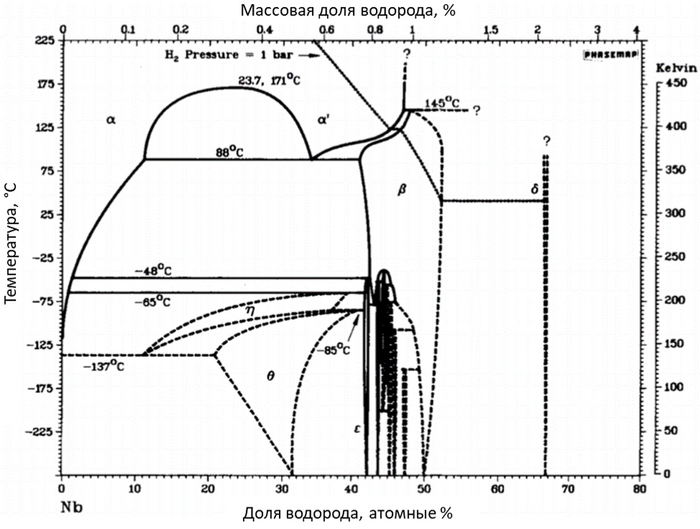
По вертикали показана температура (слева - в градусах Цельсия, справа - она же в кельвинах). По горизонтали - содержание водорода в ниобии. На нижней шкале - в атомных процентах (сколько атомов водорода приходится на каждый атом ниобия, в процентах). На верхней шкале - в весовых процентах. Они сильно отличаются от атомных, так как водород - это просто протон, а вот ядро атома ниобия состоит из 41 протона и 52 нейтронов, т.е. примерно в 93 раза тяжелее ядра водорода (можете ради интереса поискать ниобий в таблице Менделеева). Бывают еще объёмные проценты (отношение объёмов веществ) - всем известные об.% (vol.% от volume), которые любители спиртного неверно называют "оборотами". Но объемные проценты обычно используют для жидкостей. На фазовой диаграмме нас интересует нижняя левая часть с температурами ниже 200К (-75 С) и концентрациями от 0 до 30 ат. %. Там есть несколько областей с разными греческими буквами - это фазы гидридов ниобия.
Дело в том, что сам чистый ниобий имеет так называемую кубическую объемноцентрированную кристаллическую решетку - атомы ниобия находятся в вершинах куба, плюс еще один в самом его центре (показано на первой картинке):
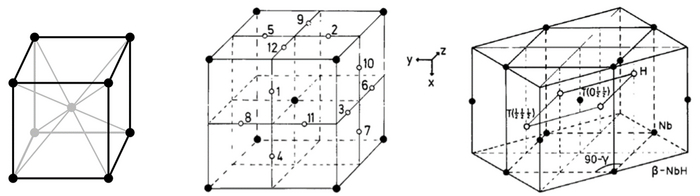
Так вот, если в ниобий добавить водород, то он (водород) может занять разные места в этом самом кубике между атомами ниобия. При низких концентрациях и примерно комнатной температуре водород в ниобии (и вообще в металлах) очень мобилен - он очень быстро двигается внутри кристаллической решетки (реально очень быстро - со скоростью диффузии веществ в теплой воде). Мы ведь помним, что ядро водорода - это просто протон. Он очень маленький и для него не составляет проблем протиснутся между атомами ниобия. На второй картинке пустыми кружками с цифрами показаны места, которые водород может занимать в кристалле ниобия (водород, всё-таки задерживается там на какое-то время, а не всё время скачет по всему объему материала). Если концентрацию водорода повысить (или понизить температуру), то мобильность водорода снижается, и он предпочитает уже не так много перемещаться, а осесть и остепениться. При этом меняется форма ниобиевой решетки - ниобиевым атомам приходится немного подвинуться и они уже не формируют идеальный куб. На правой картинке показана орторомбическая решетка бета-гидрида ниобия (степень "ромбичности" преувеличена для наглядности). При этом объем такого элементарного кристалла увеличивается примерно на 12% относительно исходного кубика.
Тут и кроется проблема: при охлаждении насыщенного водородом ниобия внутри кристалла начинают появляться островки с орторомбической решеткой, да еще и большего объема. При этом кристалл вокруг просто разрывается. Поскольку водород всё еще может двигаться (а он довольно мобилен до температур, выше 80-100К), то он при перемещении с удовольствием задерживается в местах порванной кристаллической решетки (он предпочитает дефекты решетки) и там тоже образуются гидриды с орторомбической решеткой. Получается, что изначально небольшой островок гидрида начинает постепенно расти. Это можно увидеть даже на поверхности ниобия в микроскоп:
На картинке показаны изображения, полученные в электронный сканирующий микроскоп. Концентрация водорода в ниобии составляла 1,15 ат.%. Образец слева охлаждали медленно (менее трех градусов в минуту), а справа - быстро.
Хитрость в том, что если материал нагреть до комнатной температуры, то гидридная фаза "исчезнет" - водород снова разбежится по всему материалу, а ниобий вернется к кубической решетке. Только все разрывы решетки не затянутся, она так и останется "рваной".
И вы меня спросите: "а при чем здесь вообще водород?". А при том, что при полировке мы используем водные растворы различных поверхностно-активных веществ (так по-умному можно назвать даже обычное мыло) для удаления продуктов полировки, предотвращения их слипания и для охлаждения. А вода содержит ионы водорода: все ведь в школе проходили, что такое pH, диссоциация и т.д.? Сам по себе ниобий надежно защищен тонким (3-4 нанометра) слоем пентоксида ниобия Nb2O5 и вообще ни с чем не реагирует, кроме плавиковой кислоты. Но во время абразивной обработки этот поверхностный слой разрушается (срезается, раздавливается, деформируется), и металлический ниобий контактирует с водой (мы ведь не на сухую шлифуем). И водород из воды с огромным удовольствием проникает в решетку ниобия.
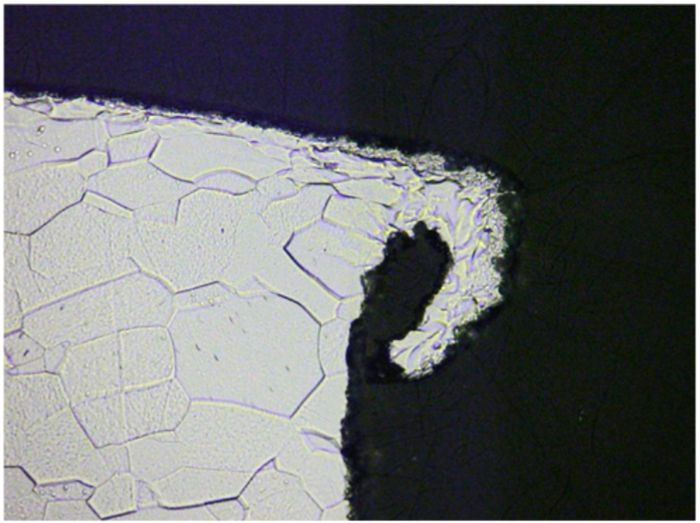
Проверить это очень просто. Полируем кусок ниобия, смотрим на него в микроскоп. Лучше всего найти какую-нибудь трещину или царапину (см. фото слева):
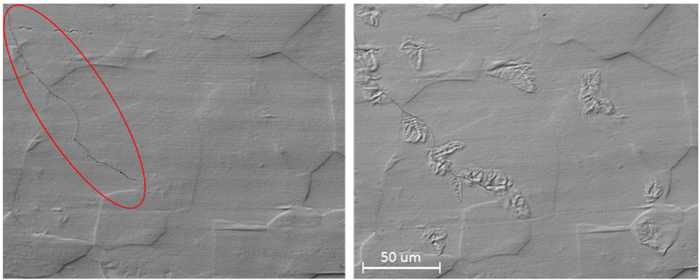
Затем закидываем образец в криокулер, охлаждаем его до 10К, отключаем охлаждение и оставляем на сутки медленно нагреваться. Для роста гидридов лучше всего подходит температура между 100К и 150К - там подвижность водорода еще довольно высока, чтобы не ждать неделю. Потом достаем уже тёплый образец: все гидриды пропали, но порванная на их месте решетка осталась. И смотрим в микроскоп на то же самое место (вторая картинка) - там видны "следы" гидридов - раскуроченная поверхность вдоль исходной царапины. На самом деле такое же происходит не только на поверхности, но и внутри в объеме. Гидриды растут по всему объему, но больше всего их возле дефектов решетки - царапин, трещин и т.д.
Как я выше писал - любое повреждение кристаллической решетки сказывается на сверхпроводящих свойствах. "Заражение" сверхпроводящих резонаторов водородом называется Q-disease - буквально, Q-болезнь. В данном случае буква Q используется для обозначения добротности резонатора. Ниже приведен график с типовыми проблемами сверхпроводящих резонаторов:
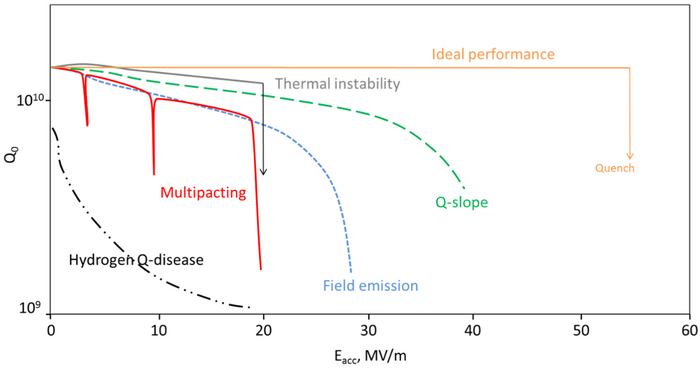
По вертикали показана собственная добротность. По горизонтали - напряженность электрического поля. Хороший резонатор показан зелёным пунктиром. Черным на графике показана та самая "водородная Q-болезнь". Очевидно, что резонатор с такой проблемой к использованию непригоден.
Как я выше писал, при производстве резонаторов их отжигают в вакуумных печах (фото не моё):
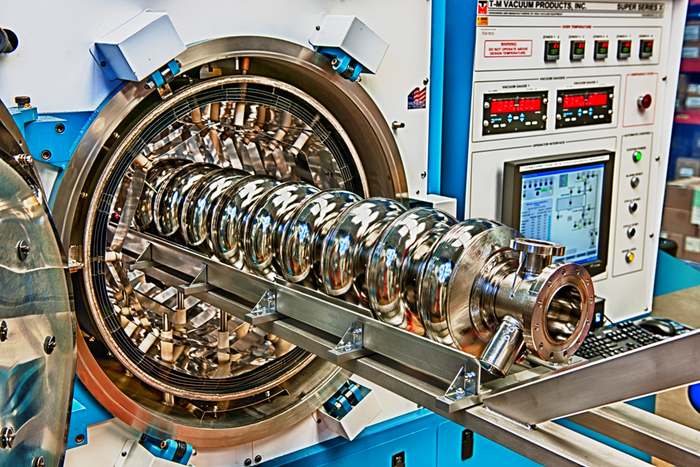
При температуре около 800С из ниобия улетучивается весь водород, а сам ниобий частично рекристаллизуется - небольшие дефекты кристаллической решетки исправляются, так как атомы ниобия начинают активнее шевелиться.
В нашем конкретном случае изделие (пушка-резонатор) уже имеет приваренный кожух с сильфонами (см. фото ниже), и греть всё это в печи до 800С вообще не вариант (точнее, вариант, но очень сложный, и мы всячески пытались его избежать). Кроме того, как я описывал в предыдущей части, у нас сильно ограничена возможность по химическому травлению после механической полировки - максимум 20 мкм. А совсем без химии, как вы поняли из сегодняшнего поста, не получится.
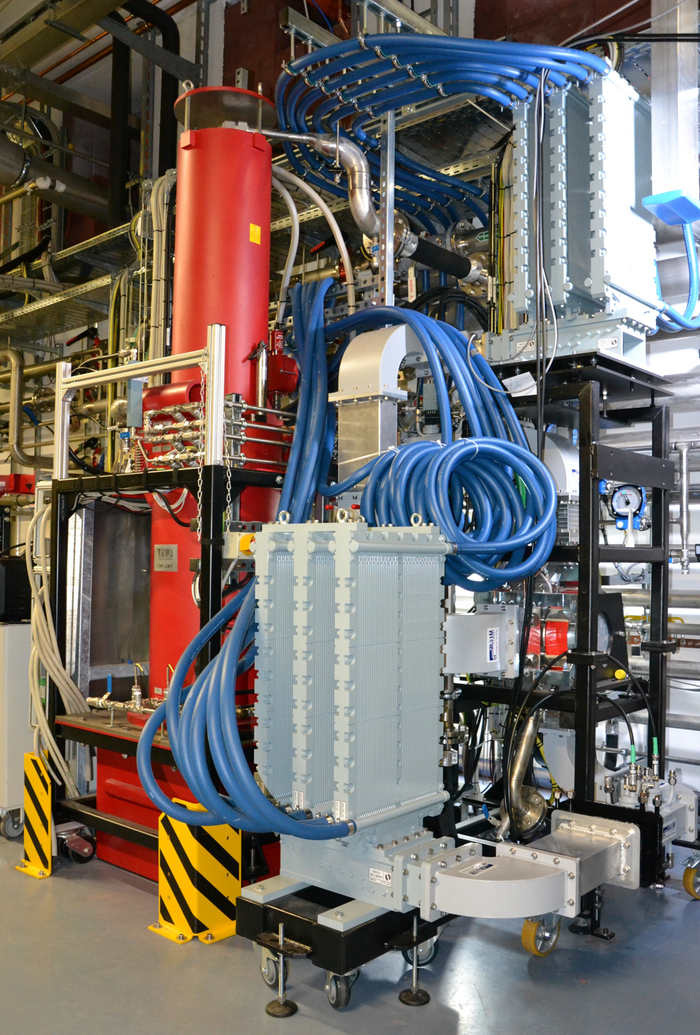
Вот они, две сверхпроводящие пушки. Обе дефективные. Ждут, пока я придумаю, как их вернуть к жизни:

А вот и клистрон (СВЧ усилитель) для них на 270 кВт. Тоже ждёт.
В целом схема ремонта вырисовалась следующая:
Полируем дефект локально (т.е. только сам дефект и небольшую зону вокруг него, чтобы не было ступеньки или выемки). При этом используем минимально необходимое давление. Полировку ведём в три этапа с абразивом разной зернистости (постепенно уменьшая). Крупный абразив необходим, чтобы удалить дефект за адекватное время (не было желания заниматься полировкой несколько недель). Более мелкий абразив - для уменьшения шероховатости, удаления остатков крупного абразива и удаления деформированного слоя. Водные лубриканты не используем для того, чтобы избежать наводораживания материала. Полировку ведём до зеркального состояния поверхности.
Проводим ультразвуковую отмывку, чтобы избавиться от возможных включений абразива.
Проводим минимально возможное химическое травление. Целью было уложиться в 10 мкм удаленного слоя. При этом травление идет по всей внутренней поверхности резонатора, не только вокруг дефекта, что приводит к увеличению его объема и уменьшению резонансной частоты на 10кГц на каждый удалённый микрометр.
Мойка водой под высоким давлением и криогенное тестирование резонатора.
Если характеристики ниже требуемых, повторяем химическое травление, пока они не восстановятся или пока не упрёмся в предел по резонансной частоте.
В этом посте я уже выбрал лимит на картинки, поэтому шуруповёрт появится в следующей части, обещаю.
В этот раз вы немного познакомились с теорией абразивной обработки, и вам точно будет о чём поговорить со знакомыми технологами в курилке. А после упоминаний о фазовых диаграммах и особенностях поведения водорода в металлах они вас сильно зауважают и выберут вожаком будут приходить к вам за советом. Кроме этого вы можете буквально на пальцах рассказать первому встречному, как работает электронный микроскоп. Да не просто в "обычном" режиме, но и в режиме анализа элементного состава. Ну и вас теперь точно не запугать словами "объемноцентрированная орторомбическая кристаллическая решетка".
Показать полностью
22