Упор для заготовок на фрезер
Добрейшего денёчка, уважаемые. Бывает иногда момент, когда сапожник решает резко запилить себе сапоги, а то чо они. Ну нельзя же и впрямь только другим всё делать, а себе нет. Короче, запилил вот такое вот:

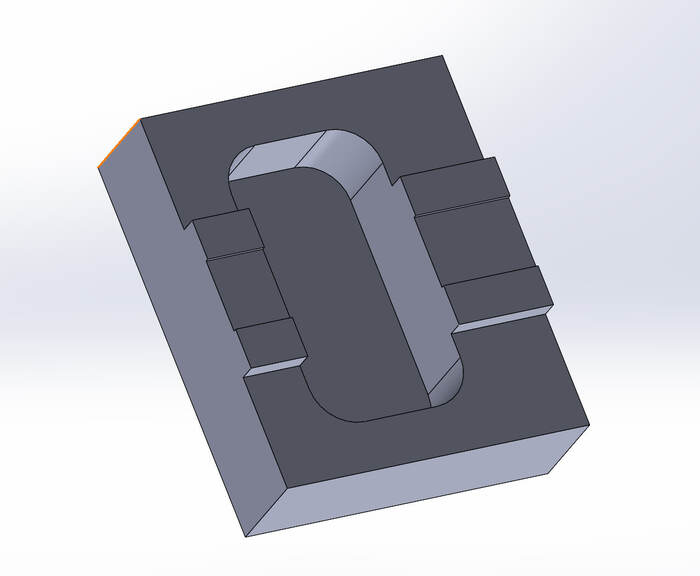
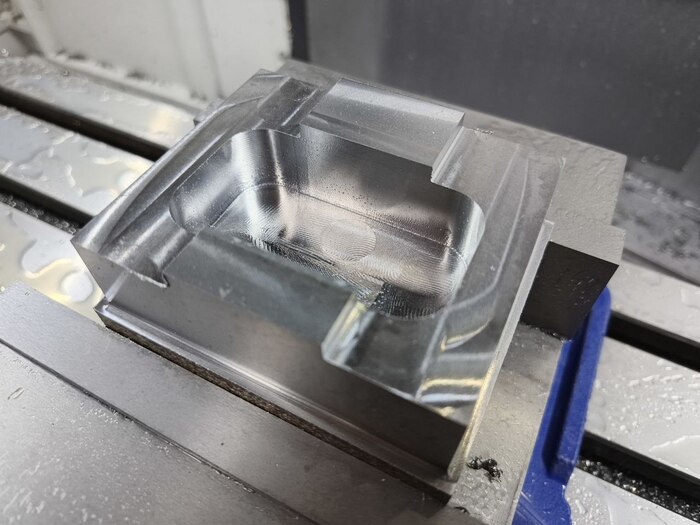
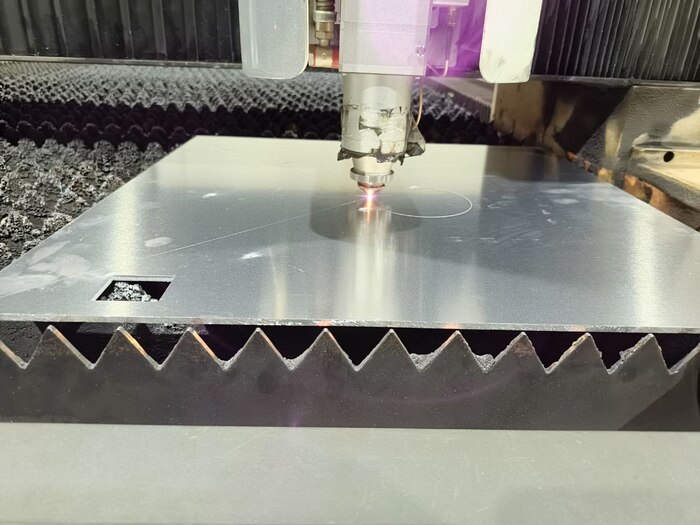
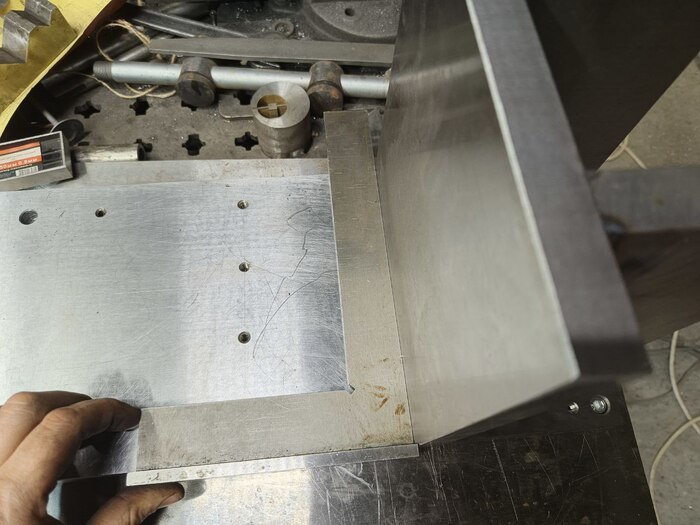
Ага. Начинается с фрезерка. Потому, что почему бы и нет?
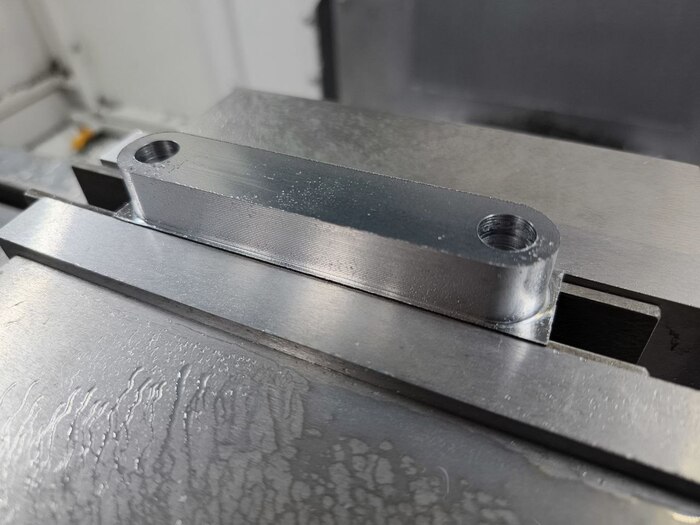
Поскольку мощнейше осваиваю свежеприобретённый фрезер, то и такие штуки, как расточки тоже решил делать на нём.

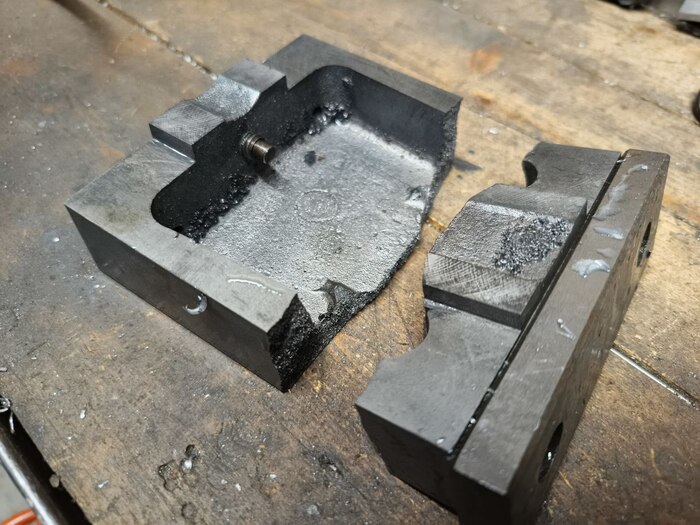
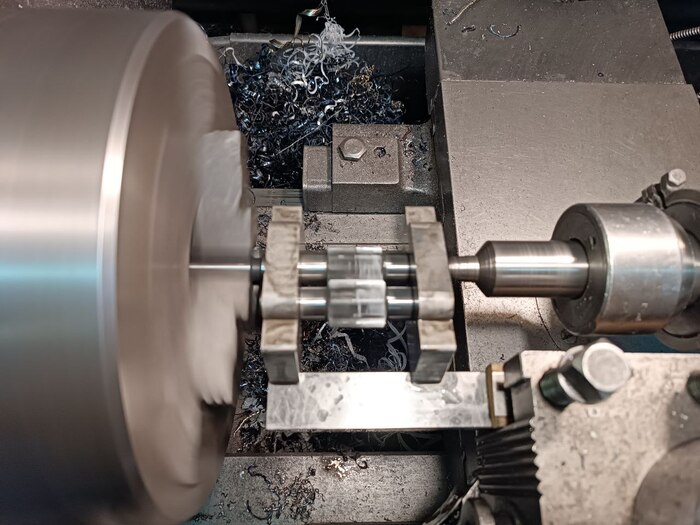
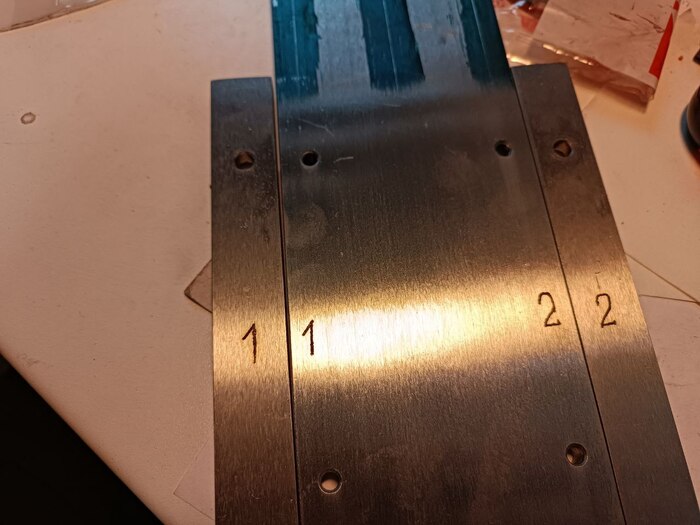
Тут, правда случилось страшное. Маленько проебоглазил, отрезая деталю на токарнике, ну и случилась печаль. Ладно, ну не переделывать же?

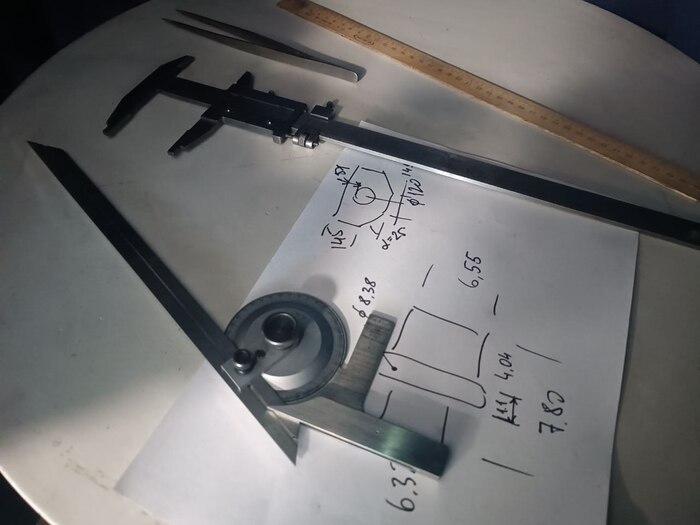
Токарник тоже задействован, есличо.

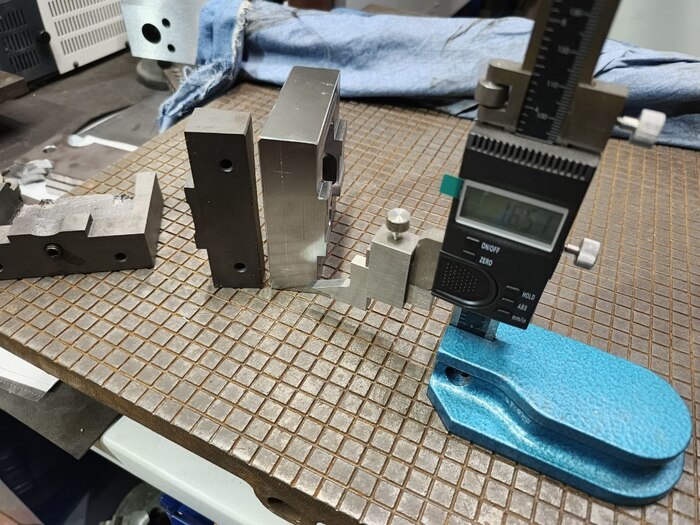
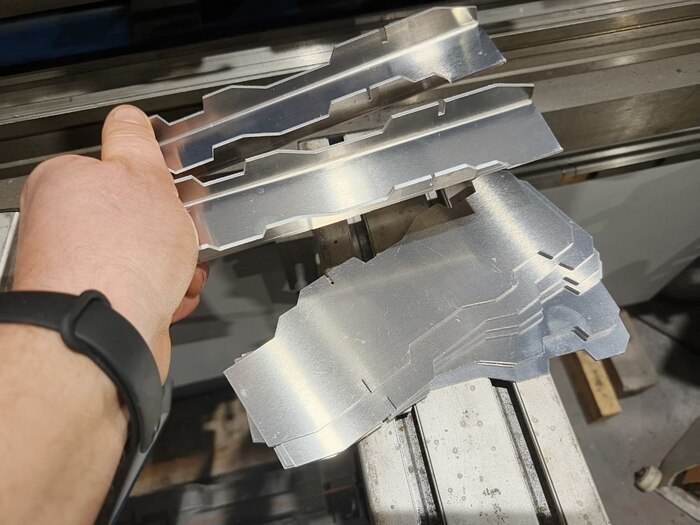
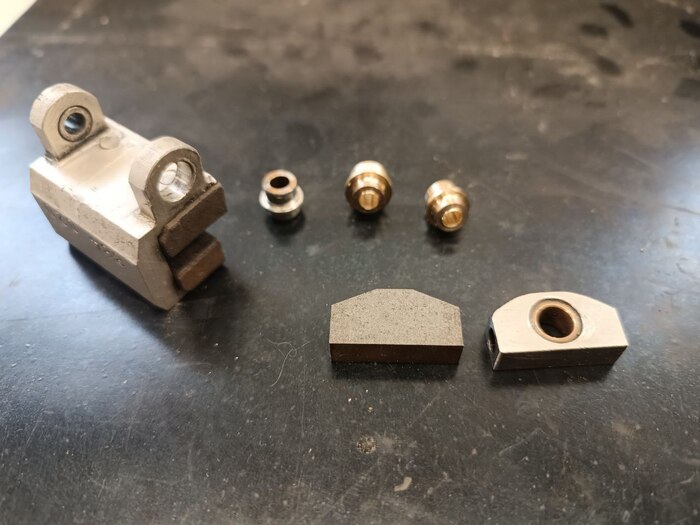
Всё, что плоское - отшлифовал (для плоскопараллельности) и отпесочил (для прикольного матового вида), а всё, что неплоское - нет. Осталось собрать.

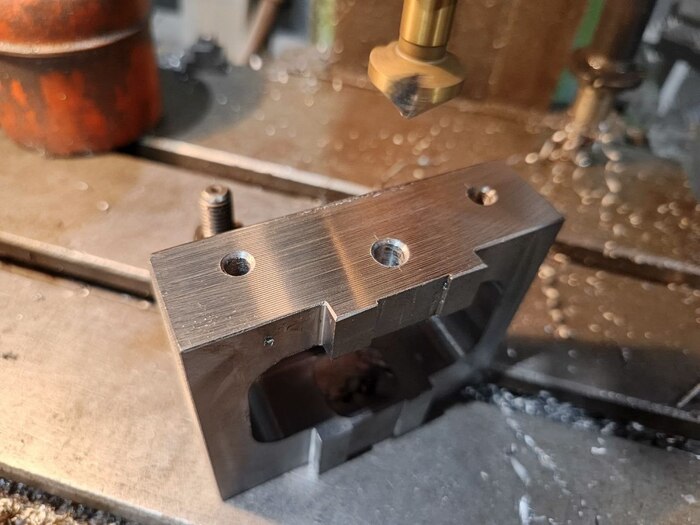
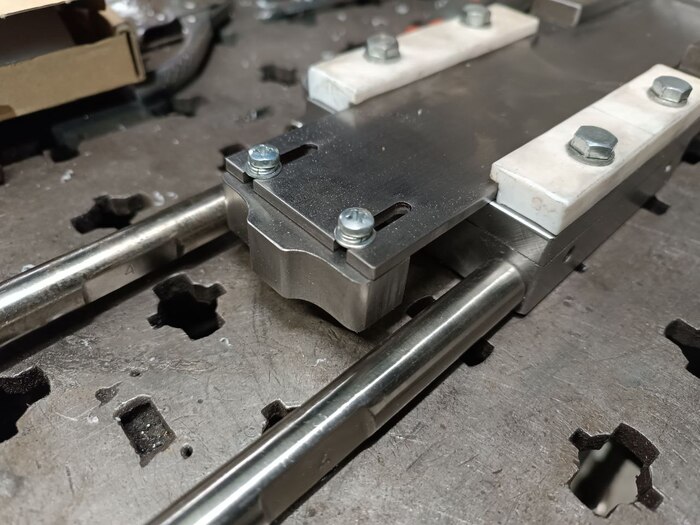
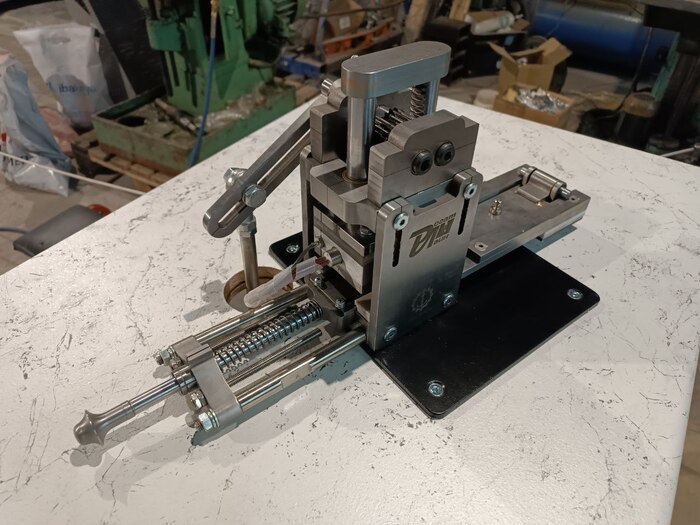
ну и, собсна, вот
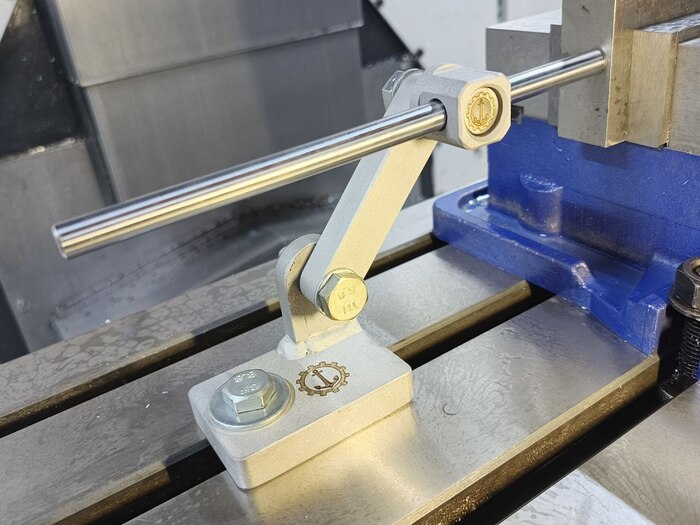
Вот так оно и работает. Крепится жёстко на столе станка, упирается в первую заготовку, заготовка обкатывается и зануляется. Производится обработка, после чего, в этот же упор упирается следующая заготовка. И её уже не надо занулять. Короче, дольше объяснять, чем делать.
Ну и не терпится напомнить, что весь этот металлизм в формате железного онлифанса творится в ТГ-канале, ссыль на каковой у меня в профиле. Только это... сразу предупреждаю. Там нет политоты, рекламы и клянчения донатов. Извините. За этой хуйнёй в другие места. А у нас чисто общение профессиональных металлистов и сочувствующих этому почтенному делу.