
0 просмотренных постов скрыто

Фрезерование с высокими подачами
Сегодня поделюсь своим опытом использования фрез типа high feed, или фрез с высокими подачами. Как правило это корпусные фрезы со сменными пластинами, хотя бывают и монолитные, но это скорее исключение.
Итак, высокоподачные фрезы позволяют ставить подачу примерно в 5-10 раз выше чем у обычных фрез со сменными пластинами. Обычно, на стандартных фрезерных пластинах, значение подачи на зуб примерно 0,1 - 0,2 мм/зуб, а на фрезах high feed это значение может быть примерно 1 мм/зуб. Конечно это зависит от материала, но в любом случае подача получается намного быстрее. При этом скорость резания устанавливается такая же, как и на обычных пластинах, а вот глубина всегда небольшая. Как правило не более 1 мм. (в зависимости от типа и размера самой пластины).

Типичная геометрия высокоподачной пластины.
Такая высокая подача возможна именно из-за небольшой глубины съема и большому радиусу пластины. При фрезеровании образуется тонкая стружка, соответственно можно устанавливать подачу выше.
Еще один плюс таких фрез это то, что благодаря такой форме и углу в плане, основные силы фрезерования направлены вдоль оси корпуса фрезы, а это минимизирует вибрации, то есть можно работать с большим вылетом и там, где есть нестабильные условия фрезерования.
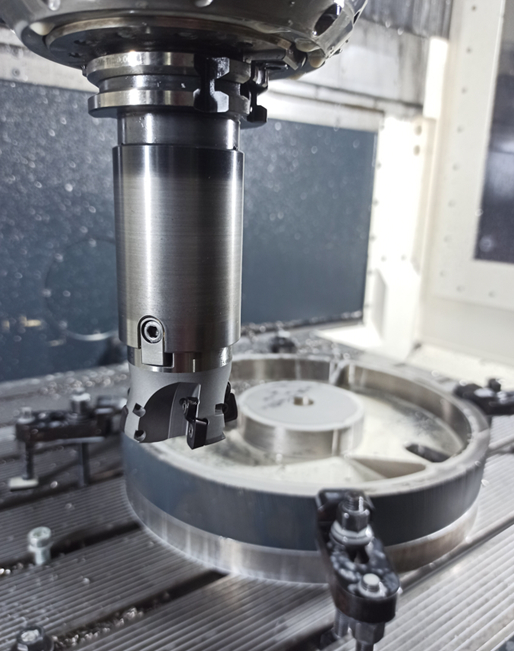
Корпус фрезы high feed
Быстроходные фрезы отлично подходят для расфрезеровывания карманов, когда надо быстро снять большое количество материала.

Обработка титана ВТ1
Также стоит отметить, что нет никаких ограничений по материалу. Можно обрабатывать и стали и чугуны и нержавеющие стали и жаропрочные материалы. Главное правильно подобрать сплав пластин и режимы резания.
В целом по моему опыту: если есть возможность применить высокоподачные фрезы, то их всегда стоит применять.
Показать полностью
3


Лазерная резка металла с ЧПУ
Аппарат лазерной резки и сварки на Али
Реклама: АЛИБАБА КОМ (РУ) ИНН 7703380158
Параметрическое программирование в СЧПУ с примерами. Ч.2 - От теории к практике
Привет, дорогой читатель. Это продолжение моего поста с разбором параметрического программирования в ЧПУ. Первый ты найдешь по этой ссылке. Сегодня мы перейдем от теории к практике.
UPD:
Часть 2. От теории к практике.
Давай напишем универсальную программу для фрезерования прямоугольных деталей с необходимыми нам размерами. Т.к. детали могут быть разных размеров, то, чтобы не рисовать это в CAM, мы и применим параметризацию.
Давай сразу оговоримся что в коде не будет уделяться внимание безопасным отступам, подачам и пр. Мы здесь не за этим.
Итак.
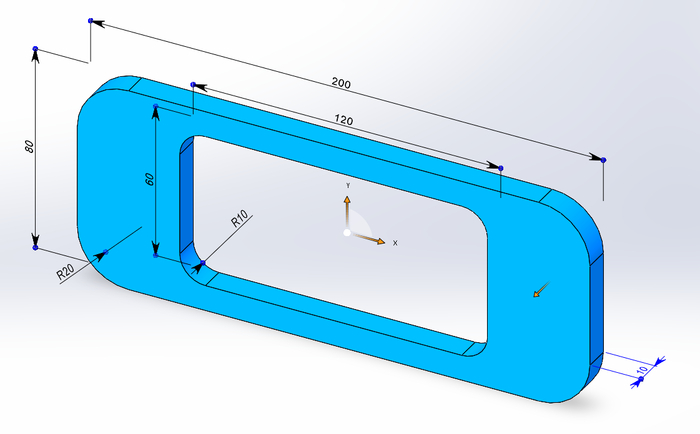
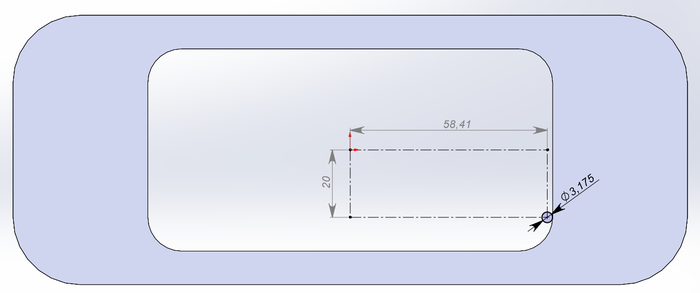
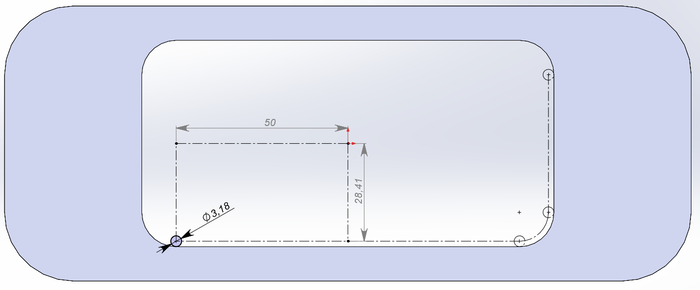
Сегодня на производстве, например, нам необходимо сделать вот такую деталь:
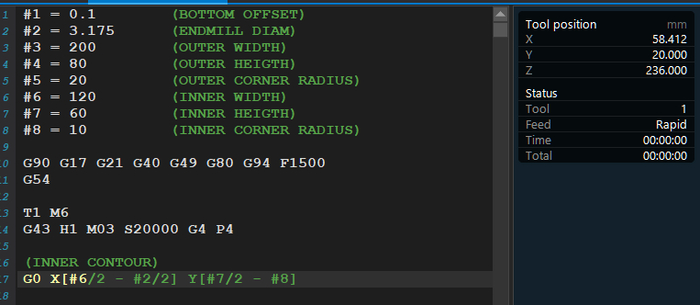
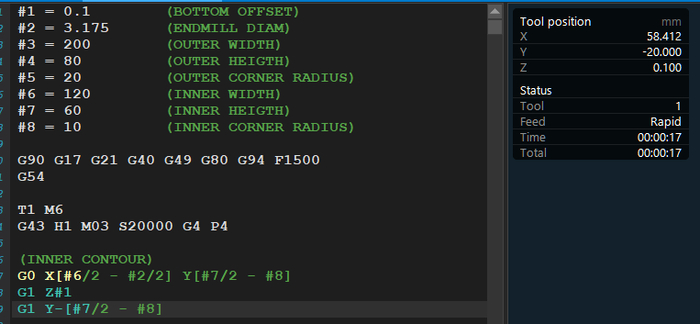
Для начала необходимо создать наши изменяемые переменные:
#1 = 0.1 (BOTTOM OFFSET) // Отступ от кончика фрезы до стола чтобы не фрезеровать зеркало стола.
#2 = 3.175 (ENDMILL DIAMETER) // Диаметр рабочего инструмента
(---------------------------------)
#3 = 200 (OUTER WIDTH) // Ширина детали
#4 = 80 (OUTER HIGHT) // Высота детали
#5 = 20 (OUTER CORNER RADIUS) // Радиусы скруглений на детали
(---------------------------------)
#6 = 120 (INNER WIDTH) // Ширина отверстия
#7 = 60 (INNER HIGHT) // Высота отверстия
#8 = 10 (INNER CORNER RADIUS) // Скругления внутренних углов
С переменными разобрались. Теперь стандартная строка безопасности и шапка программы:
G90 G17 G21 G40 G49 G80 G94 F1500
G54
T1 M6
G43 H1 M03 S20000
Т.к. тему компенсации на радиус инструмента здесь мы затрагиваем (в дальнейшем будет и на это отдельная тема), то, чтобы получить отверстие необходимых размеров необходимо учитывать и диаметр режущего инструмента тоже. Для этого мы и завели переменную #2.
Начало координат - G54 X0 Y0 - у нас в центре детали. Это важно!
Пишем код для обработки внутреннего контура:
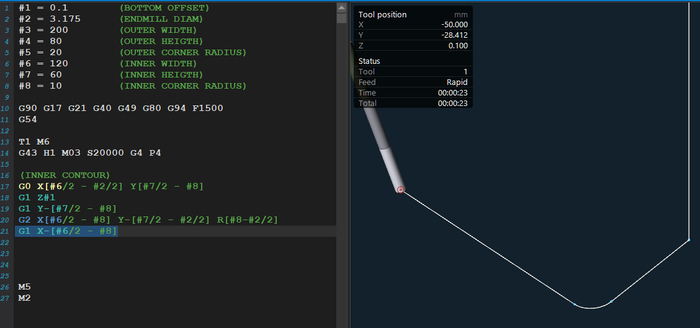
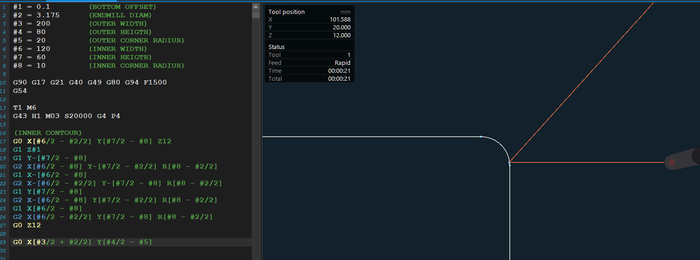
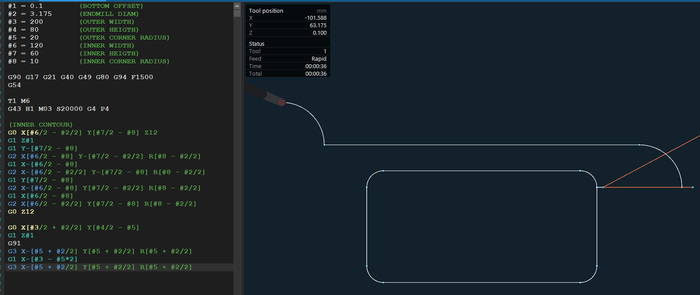
// На ускоренном ходу подъезжаем в точку врезки. Чтоб получить точку врезки по оси Х необходимо нашу внутреннюю ширину разделить на два и отнять половину диаметра фрезы (радиус фрезы), а по оси Y (давайте начнем обработку с точки начала внутреннего радиуса) необходимо от половины высоты отверстия отнять радиус внутреннего угла. Геометрия. 4 класс, вторая четверть. Надеюсь, объяснил понятно ;)
G0 X[#6/2 - #2/2] Y[#7/2 - #8]
Проверяем.
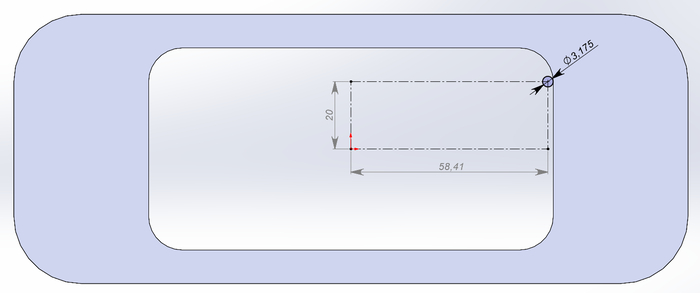
Все правильно (в симуляторе обращаем внимание на верхний правый угол. Это позиция инструмента). Идем дальше.
// На рабочей подаче врезаемся в заготовку до, прописанного нами, отступа от стола.
G1 Z#1
Собственно теперь сама обработка отверстия. Инструмент справа.
// Вторая наша точка абсолютно зеркальна точке врезки, т.е. со знаком "минус" по оси Y. И т.к. мы перемещаемся только по одной оси, то координаты по оси Х опустим. Возьмите себе это за правило. Во-первых, уменьшает объем программы (важно для старых стоек), а во-вторых, улучшает читаемость кода и снижает риск ошибиться.
G1 Y-[#7/2 - #8]
Проверяем:
Ошибок пока нет. И не мудрено, написано то только 3 строки кода ;)
Радиус. Тут немного сложнее. Мы же работаем без компенсации, значит постоянно держим в уме радиус рабочего инструмента. Где-то его надо отнять от координаты, а где-то добавить:
// Точка у нас будет с такими координатами: по оси Х - это половина ширины отверстия минус радиус скругления внутренних углов. По оси Y (отрицательная координата !!!) - это половина высоты отверстия минус половину диаметра фрезы. Радиус дуги R - радиус внутреннего скругления минус половину диаметра инструмента.
G2 X[#6/2 - #8] Y-[#7/2 - #2/2] R[#8 - #2/2]
Проверяем:
Проверяем.
Далее берем значения из предыдущей строки но только для оси Х и с отрицательным значением:
G1 X-[#6/2 - #8]
Можно и не проверять. Ошибиться тут сложно. Но по традиции, 2 картинки:
Далее две точки у нас зеркальны предыдущим точкам. Дуга:
G2 X-[#6/2 - #2/2] Y-[#7/2 - #8] R[#8-#2/2]
Прямая:
G1 Y[#7/2 - #8]
Дуга:
G2 X-[#6/2 - #8] Y[#7/2 - #2/2] R[#8-#2/2]
Прямая:
G1 X[#6/2 - #8]
Дуга с координатами такими же как и наша точка входа:
G2 X[#6/2 - #2/2] Y[#7/2 - #8] R[#8-#2/2]
И т.к. мы находимся в точке входа, то выполняем выход из материала на ускоренной подаче:
G0 Z12
Вот, собственно, мы и получили параметрически описанный код для обработки отверстия в требуемой детали. Теперь вы можете легко поменять любые значения, относящиеся к переменным отверстия (#6, #7 или #8) и траектория обработки у вас перестроится.
С наружным контуром давайте поступим так: если контур отверстия мы строили в абсолютных координатах (G90 - у нас прописан в строке безопасности), то наружный контур давайте построим в относительных координатах.
Начнем.
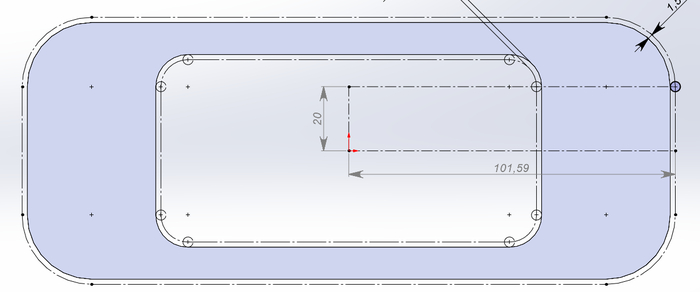
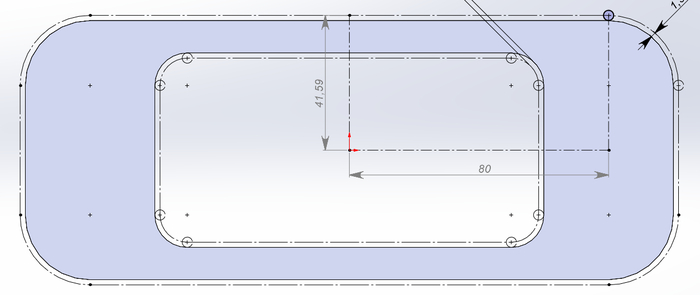
На точку врезки мы еще двигаемся в абсолютных координатах, потому как в относительных координатах нам сложно вычислить на сколько и по какой оси сместиться. "Можно! А зачем?" (c, кто-то из великих). Точка:
// Чтобы получить точку входа по осям нам необходимо: по оси Х - к половине ширины детали добавить половину диаметра инструмента. По оси Y - от половины высоты детали отнять внешний радиус.
G0 X[#3/2 + #2/2] Y[#4/2 - #5]
Проверим:
Врезаемся в материал:
G1 Z#1
Вот теперь и переключаемся в режим относительных координат:
G91
Инструмент справа. Значит обработка и дуга против часовой стрелки:
// Т.к. мы в относительных координатах, то вычислений у нас минимум. По оси X и Y смещаемся на величину радиуса, но т.к. работаем без коррекции на диаметр инструмента не забываем добавить к величинам половину диаметра инструмента. С включенной коррекцией код еще проще...
G3 X-[#5 + #2/2] Y[#5 + #2/2] R[#5 + #2/2]
Проверим правильность координат:
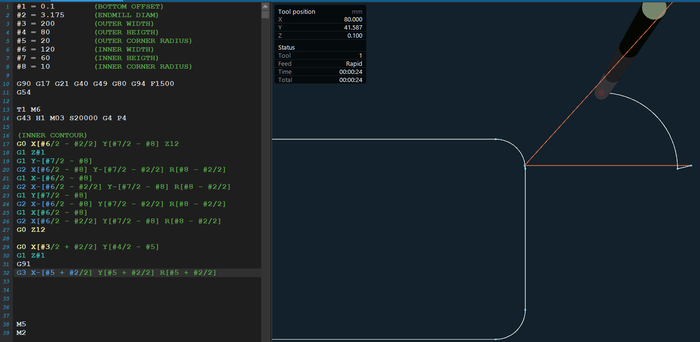
Все верно! А ведь в относительных координатах и правда удобнее работать. Особенно когда у тебя начало координат находится в какой-нибудь рандомной точке.
Далее прямая:
// Проще некуда: смещаемся по оси Х на величину ширины детали минус два внешних радиуса детали. Должны получить зеркальную координату оси Х предыдущей точки.
G1 X-[#3 - #5*2]
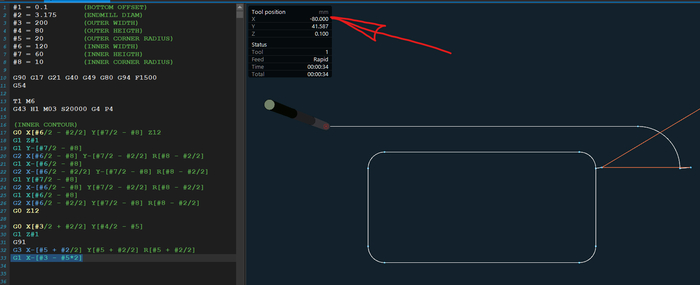
Верно.
Дальше дуга.
// Просто копируем код предыдущей дуги и смотри куда нам надо переместиться. По оси Х - идем "в минус", и по оси Y - также идем "в минус". Обратите внимание на то, что на предыдущей дуге мы смещались: по оси Х - "в минус", а вот по оси Y - "в плюс".
G3 X-[#5 + #2/2] Y-[#5 + #2/2] R[#5 + #2/2]
Даже если вы ошибетесь со знаками осей, то симулятор всегда вам покажет неправильную кривую:
нет знака "минус" на координатах оси Y
После дуги снова идет прямая:
G1 Y-[#4 - #5*2]
Дуга:
// По аналогии берем код из предыдущей дуги, но в этот раз смещаемся по осям: Х - "в плюс", Y - "в минус".
G3 X[#5 + #2/2] Y-[#5 + #2/2] R[#5 + #2/2]
Прямая:
G1 X[#3 - #5*2]
Дуга:
G3 X[#5 + #2/2] Y[#5 + #2/2] R[#5 + #2/2]
Прямая:
G1 Y[#4 - #5*2]
Всё!
Круг замкнулся, господа присяжные заседатели. Мы в точке врезки. Здесь ОООООЧЕНЬ важно вернуть "взад" режим абсолютных координат:
G90
Выход из материала и конец программы:
G0 Z12 // Выход из материала
M5
M2
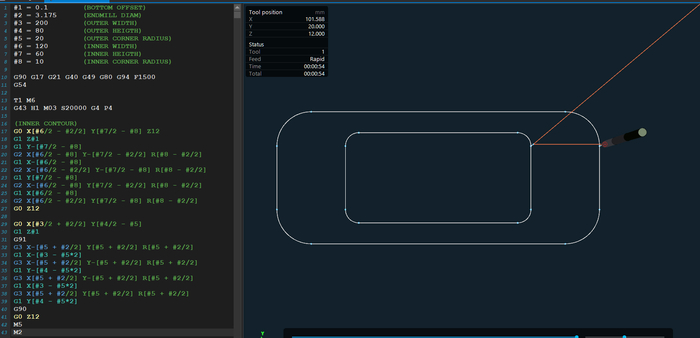
Бинго.
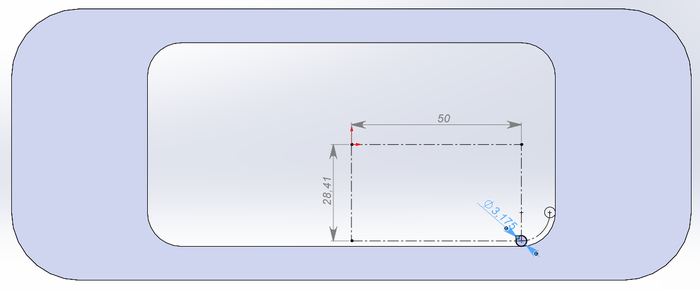
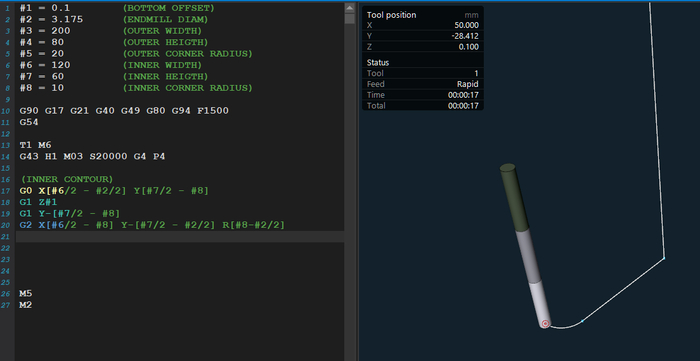
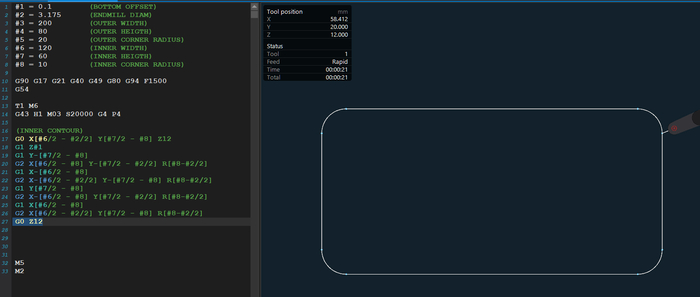
А теперь то, зачем мы вообще все это затеяли. Нам необходимо сделать деталь, но уже с другими размерами. Например, квадрат с наружными размерами 150x150. Отверстием 50х50 и радиусами, пусть 5мм. Меняем всего пару цифр в начале программе:
(---------------------------------)
#3 = 150 (OUTER WIDTH)
#4 = 150 (OUTER HEIGTH)
#5 = 5 (OUTER CORNER RADIUS)
(---------------------------------)
#6 = 50 (INNER WIDTH)
#7 = 50 (INNER HEIGTH)
#8 = 5 (INNER CORNER RADIUS)
И мгновенный результат:
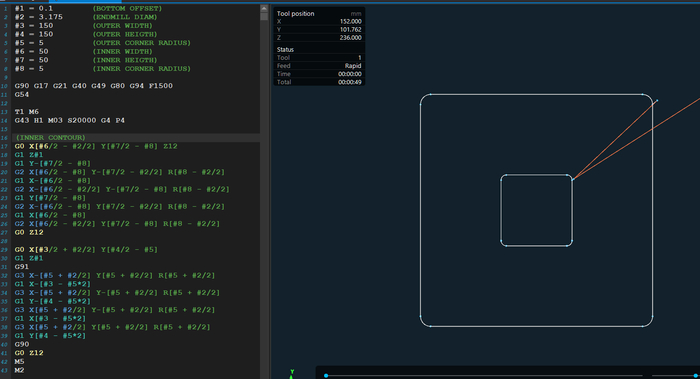
Магия? НЕТ! Параметрия.
В следующей части мы усложним наш код различными проверками "на правильность". Ведь зона внутренней обработки не должна быть больше наружной. А внутренний радиус не может быть меньше радиуса инструмента. Правда ведь? Вот мы это и проверим. А при наличии ошибок выведем ошибку на панель.
Дальше - больше ;)
До связи. Ваш @Nikomas
Показать полностью
18

Swansoft CNC
Всем доброго дня.
Пытаюсь разобраться с данным симулятором, выбираю стойку Fanuc 18M.
Не работает функция "F" - подача не регулируется.
Например, "G94 Z-100. F60" или "G01 Z-100. F60" не отображается, как перемещение 60 мм/мин.
Все происходит так же, как и без F и ломается инструмент :(
В ЧПУ новичок, только начинаю. Может кто-то подскажет в чем проблема?
Спасибо.
Автоматы продольного точения в металлообработке
Скажите пожалуйста , я уже 4 год работаю программистом наладчиком токарных ЧПУ станков , на фануке , без шоптурна , жкодами да макросами обработки пишу , сейчас устраиваюсь на новую работу , там нужно будет столкнуться с автоматом продольного точения , спруткамом и фрезеровкой с виртуальной Y осью и С осью, такой вопрос ,сложно ли работать на автомате продольного точения ? Сам принцип я понимаю ,до этого работал на трех станках с вертикальной револьверной бошкой ,по фрезеровке тоже в целом разобрался с помощью интернета , спруткам тоже не трудно было освоить , но вот с продольниками беда , на просторах сети очень мало мануалов и видео по работе с ними .
Кто сталкивался , как оно вообще в работе ?

Про успешный успех (или лучше сидеть и смотреть на то, как тлеют дрова?)
Гонка началась еще тогда, когда про успех и слова такого не было. Быстрее, выше, сильнее - это да, было. Я научилась читать сама в четыре года. В пять уже читала Хроники Нарнии. В шесть лет ходила в школу искусств. В семь меня взяли в самую крутую в городе школу (просто с улицы, чудом). В восемь я уже в спортшколе брала призовые места по плаванию и прыгала с пятиметровой вышки. Потом в художке - второе место на выставке. И в том же режиме - олимпиады, выставки, соревнования, пятерки - при том, что меня не ругали за оценки и заставляли так разгоняться, как-то все само получалось. В художку это я родителей за ручку привела, чтобы записали. Часами в библиотеке сидела, читала тоннами (до сих пор эта привычка осталась).
В пятнадцать лет устроилась в инофирму курьером, но и там был "карьерный рост" ))) Кроме того, что я носила телексы (кто помнит что это?) на почту, я стала оператором эвм (прошла курсы при вузе), потом помощником менеджера - меня даже от фирмы (инофирма) отправили на стажировку в Швейцарию (офигеть, мне только-только 18 исполнилось тогда).
Умудрилась родить в двадцать лет "без отрыва от производства", декрет был всего несколько месяцев. Ну, бабушки порой помогали. Няню сама нашла в соседнем доме, либо с подружками по очереди с детьми сидели (как раз несколько подруг родили, им тоже было 18-20 лет и жили рядом). Тогда уже работала в издательстве (потом в типографии), гибкий график позволял ребенка куда-нть приткнуть (или с собой на работу брала). Ясли нашла, тоже чудом, но это потому что в 97ом мало кто решался родить и мест хватало для детей такого года рождения.
Я даже в какой-то момент (между окончанием школы и рождением ребенка) умудрилась поступить на бюджет по любимой специальности (айти, но тогда слова такого не было), но засцала учиться. Потому что хз как с работой совмещать (с родителями были сложные отношения, они к тому моменту уже развелись).
В общем гонка тогда воспринималась нормально внутри меня. Типа я всем докажу. Я же умная, целеустремленная. Как тогда в бразильских сериалах показывали. Опа - она одинокая мама без ничего, начала шить на машинке в сьемной хате - опа - следующий кадр и у нее целая фабрика. Платья шьют. Ну вот я себе это примерно так и представляла )))
Потом был первый бизнес с первым мужем. Опять пахота лютая, без выходных, без сна, хз вообще родила второй раз (декрет был аж шесть дней). В пятницу вечером увезли в роддом. В понедельник утром родила. В среду выписали. Вечером среды уже принимала рабочие звонки, делала макеты, отправляла факсы (да, тогда они еще были).
Вот тут ошибка первая - продали отлаженный бизнес (выгорели, но могли бы и побарахтаться, к тому моменту было все отлажено). Вообще все на меня было оформлено, могла бы просто развестись и дальше работать. Когда первый муж понял, что брать с меня больше нечего - загулял. Пока я бегала как бешенная - его устраивало. Когда заболела - потеряла беременность двойней на большом сроке и впала в депрессию - нашел другую бабу.
После развода "приползла" к маме - наконец-то ее порадовала. Это был недолгий период, когда она реально меня жалела и не разговаривала сквозь зубы. А мне пришлось опять все с нуля на новом месте организовывать. А мне уже за тридцатник на тот момент. Я огляделась и поняла - что вот этот "ум" и "эрудиция" и "целеустремленность" - все то, чем я гордилась - фигня. Впереди меня оказались все, кому дали старт. Даже брат родной, который до сих пор пишет с любыми ошибками - уже имеет две хаты и ездит по заграницам. Потому что ему и хату подогнали и жилье, и с образованием помогли. Он "ласковый теленок" (как бабушки говорили), ему и слава и почет и подгоны от родни. А я "не люблю критику" и на нее реагирую хлопнув дверью (много работ таким образом потеряла, да, я не люблю критику). И с родней та же история. Не хочу, чтобы меня гнобили. В этом мой грех.
Вернувшись в родной город, поняла, что почти все друзья-знакомые ушли вперед. Отучились в вузе (на родительских харчах), платят ипотеки (родители дали на первый взнос), а кто-то и наследство получил. А вся моя пахота обернулась ничем (почти все заработанное осталось у первого мужа). А, ну мне достался совместно заработанный джип )
Все это время, когда вот эта беготня, работа, дети, мама, попытки наладить личную жизнь, вечный недосып, бытовуха - я порой мечтала. Что я когда-нибудь переберусь в избушку на краю леса, буду топить печку, пить коньяк и смотреть на огонь. А потом лягу спать и высплюсь.
Я конечно пыталась снова бегать, но уже не так быстро. Обычная средняя работа (и график поудобнее), чтобы успевать на тусовки-ярмарки-мероприятия. Тогда в моду вошла тема "превращайте хобби в бизнес", вот в эту сторону и двигалась. Много чего перепробовала, одно из направлений осталось и подкармливает меня до сих пор (на Таро гадаю).
С третьим мужем я еще раз попробовала бизнес затеять. Казалось все очень простым. Мы оба чпушники (помимо других специальностей), продвижению я на тот момент научилась (и на своих проектах и на подработках). Купили станок чпу за божеские деньги, на работе шеф сказал, что пустит нас за символическую аренду. Накрайняк у родителей мужа частный дом, доброе к нам отношение и если что большой сарай, который можно утеплить и станок поставить туда.
Хочешь насмешить бога - расскажи ему про свои планы. Грянул ковид, шеф временно закрылся, мы перевезли станок к родителям, утеплили этот сарай на последние деньги. А дальше, разумеется, вышла история, про то как не стоит путать туризм с эмиграцией. Прекрасные родители (когда вы в гостях пару раз в месяц) при совместном проживании оказались вовсе не такими прекрасными. Ну или в нас проблема была, без разницы уже.
Ок, жопу в горсть, нашли себе вариант с избушкой. Но я уже сдулась. Мне уже настолько за сорок, что почти пятьдесят. Беготня надоела. В этом успешном успехе я никогда не догоню тех, кому пыталась что-то доказать. Станок стоит в сарае, не подключенный и запакованный. Надо делать мастерскую, надо в избушке хотя бы печку покрасить. Но я уже на все забила. Живу на копеечный фриланс и муж подкидывает на прожитье иногда. И на телефон, чтобы инет был.
Я сижу, пью коньяк, смотрю в печку на огонь или на окно, как там идет снег.
Показать полностью